Tesis “Implementación del Sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP) en una línea de producción de salsa de soya”
•
21 recomendaciones•48,407 vistas

“Implementación del Sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP) en una línea de producción de salsa de soya”





















Tesis “Implementación del Sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP) en una línea de producción de salsa de soya”
- 1. ii TECNOLOGÍA DE ALIMENTOS IMPLEMENTACIÓN DEL SISTEMA DE ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL (HACCP) EN UNA LÍNEA DE PRODUCCIÓN DE SALSA DE SOYA MEMORIA PRESENTADA COMO REQUISITO PARA OBTENER EL TÍTULO DE TÉCNICO SUPERIOR UNIVERSITARIO EN TECNOLOGÍA DE ALIMENTOS AUTOR: LEONARDO HERNÁNDEZ HERNÁNDEZ ASESOR ACADÉMICO: M.C.A. DIANA ESPINOSA GALVÁN ASESOR INDUSTRIAL: HUGO LÓPEZ BALTAZAR MONTERREY, NUEVO LEÓN. Agosto de 2011
- 2. i IMPLEMENTACIÓN DEL SISTEMA DE ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL (HACCP) EN UNA LÍNEA DE PRODUCCIÓN DE SALSA DE SOYA Memoria presentada Por: LEONARDO HERNÁNDEZ HERNÁNDEZ Ante La Universidad Tecnológica de la Huasteca Hidalguense como requisito parcial para optar al título de: TÉCNICO SUPERIOR UNIVERSITARIO EN TECNOLOGÍA DE ALIMENTOS Agosto de 2011
- 3. ii DATOS GENERALES DEL ALUMNO EMPRESA El GRANERO DISTRIBUCIONES Y REPRESENTACIONES S.A. DE C.V. PROYECTO IMPLEMENTACIÓN DEL SISTEMA DE ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL (HACCP) EN UNA LÍNEA DE PRODUCCIÓN DE SALSA DE SOYA FECHA DE INICIO 09/MAYO/2011 FECHA DE TERMINACIÓN 29/JULIO/2011 ALUMNO LEONARDO HERNÁNDEZ HERNÁNDEZ MATRÍCULA 2009625 CARRERA TECNOLOGÍA DE ALIMENTOS ASESOR ACADÉMICO M.C.A. DIANA ESPINOSA GALVÁN DIRECCIÓN CARRETERA. HUEJUTLA-CHALAHUIYAPA KM 3.5 S/N COL. TEPOXTECO
- 4. iii DATOS GENERALES DE LA EMPRESA EMPRESA EL GRANERO DISTRIBUCIONES Y REPRESENTACIONES S.A. DE C.V. SECTOR PRIVADO DIRECCIÓN CALLE SUR 5463 COL. NUEVA ESTANZUELA MONTERREY N.L. TELS: 81-04-06-00 FAX: 81-04-06-02 E-MAIL:[email protected] PROYECTO IMPLEMENTACIÓN DEL SISTEMA DE ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL (HACCP) EN UNA LÍNEA DE PRODUCCIÓN DE SALSA DE SOYA ASESOR INDUSTRIAL HUGO LÓPEZ BALTAZAR CARGO DEL ASESOR JEFE DE PRODUCCIÓN
- 5. iv ÍNDICE DE CONTENIDO Página AGRADECIMIENTOS……………………………................................................. vii RESUMEN……………………………………………………………………………... viii ABSTRACT………………………………………………………………………….. ix I GENERALIDADES…………………………………………………………………... 1 l.1 Antecedentes de la empresa……………………………………………………... 1 I.2 Trabajos previos…………………………………………………………………... 3 II PLANTEAMIENTO DE LA PROBLEMÁTICA……………………………………. 5 III OBJETIVOS DE LA INVESTIGACIÓN…………………………………………... 6 III.1 Objetivo General………………………………………………………………… 6 III.1.1 Objetivo Específico………………………………………………………….. 6 III. 2 Metas……………………………………………………………………………… 6 III.3 Duración del Proyecto……...……………………………………………………. 6 IV FUNDAMENTOS TEÓRICOS Y EXPERIMENTALES………………………… 7 V DESARROLLO DEL PROYECTO………………………………………………… 21 V.1 Metodología……………………………………………………………………….. 21 V.2 Investigación y experimentación………………………………………………... 24 V.3 Interpretación……………………………………………………………………… 52 VI. CONCLUSIONES…………………………………………………………………. 53 BIBLIOGRAFÍA………………………………………………………………………… 55 ANEXOS……………………………………………………………………………….. 57 .
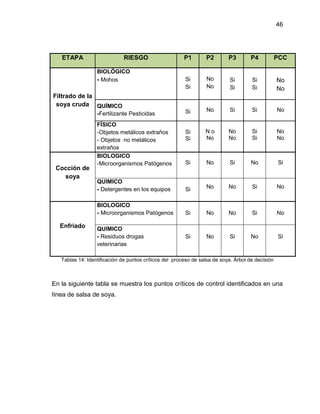
- 6. v ÍNDICE DE TABLAS Pagina Tabla 1.Formacion de equipo de HACCP……………………………………………... 25 Tabla 2. Hoja de descripcion del producto de salsa de soya……………................. 27 Tabla 3.Informacion nutricional de la salsa de soya………………………………….. 28 Tabla 4. Etapas del proceso de salsa de soya………………………………………... 32 Tabla 5.Factores potencilales de contaminación en el proceso de salsa de soya.. 34 Tabla 6. Análisis de riesgos y peligros en el proceso de recepción de frijol de soya y trigo............................................................................................................... 35 Tabla 7. Análisis de riesgos y peligros en el proceso de lavado de materia prima.. 36 Tabla 8. Análisis de riesgos y peligros en el proceso de cocción a vapor de frijol de soya……………………………………………………………….............................. 36 Tabla 9. Análisis de riesgos y peligros en el proceso de fermentado de soya……. 37 Tabla 10. Análisis de riesgos y peligros en el proceso filtrado de la soya cruda…. 38 Tabla 11. Análisis de riesgos y peligros en el proceso cocción de soya…………... 38 Tabla 12. Análisis de riesgos y peligros en el proceso de enfriado de sala de soya………………………………………………………………………………………… 39 Tabla 13. Riesgos encontrados en el proceso de salsa de soya............................. 40 Tablas 14. Identificación de puntos críticos del proceso de salsa de soya. Arbor de decisión………………………………………………………………………………… 44 Tabla 15.Puntos críticos de control Identificados en una línea de proceso de salsa de soya……………………………………………………………………………. 45 Tabla 16. Limites críticos establecidos para el proceso de salsa de soya…….................................................................................................................. 46 Tabla 18.Sistema de monitoreo para el proceso de salsa de soya……………….. 48 Tabla 19. Registro de verificación del proceso de salsa de soya………………… 51
- 7. vi ÍNDICE DE FIGURAS Pagina Figura1. Organigrama de la empresa El Granero S.A de C.V……………............ 4 Figura 2. Árbol de decisiones para puntos críticos de control…………………….. 43 Diagrama 1.Diagrama de flujo del proceso de produccion de salsa de soya…… 29
- 8. vii AGRADECIMIENTOS A mis padres No hay palabras que puedan describir mi profundo agradecimiento hacia mis Padres, quienes durante todos estos años confiaron en mí; comprendiendo mis ideales y el tiempo que no estuve con ellos. Por haber sido la luz, la guía en este camino, por haberme apoyado siempre hasta lograr el éxito. A mis hermanos Con mucha admiración, amor que existe y existirá siempre con el lazo de sangre que nos une a mis queridos hermanos, por el cariño, pero sobre todo el constante ejemplo de superación. A mi compañera de Tesis Por su amistad, apoyo y por el trabajo en equipo que desarrollamos durante la culminación de este proyecto, por el esfuerzo y el valor de estar lejos de casa, por los momentos de angustia en que pasamos por toda la violencia que se vive en la ciudad, por tener aun la esperanza en ver brillar nuestro país. A mi asesor académico M.C.A. Diana Espinosa Galván, por su disponibilidad, colaboración e interés durante la realización de este proyecto. A mi asesor industrial Hugo López Baltazar Por el tiempo dedicado y los aportes brindados para el éxito de este proyecto.
- 9. viii RESUMEN IMPLEMENTACIÓN DEL SISTEMA DE ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL (HACCP) EN UNA LÍNEA DE PRODUCCIÓN DE SALSA DE SOYA AGOSTO1 DE 2011 LEONARDO HERNÁNDEZ HERNÁNDEZ TÉCNICO SUPERIOR UNIVERSITARIO EN TECNOLOGÍA DE ALIMENTOS UNIVERSIDAD TECNOLÓGICA DE LA HUASTECA HIDALGUENSE Asesor académico M.C.A. Diana Espinosa Galván Asesor Industrial: Hugo López Baltazar La implementación del sistema de análisis de peligros y puntos críticos de control (HACCP) en una línea de producción de salsa de soya en la empresa El Granero Distribuciones y Representaciones S.A de C.V. ubicada en la colonia Nueva Estanzuela en Monterrey Nuevo León. Este proyecto dará información general sobre los principios del Sistema HACCP, los peligros en la seguridad alimentaria y los criterios microbiológicos que deben tomarse en cuenta para la inocuidad de los alimentos que serán consumidos por las personas. El sistema HACCP se basa en pre-requisitos como son las Buenas Prácticas de Manufactura (BPM) y los Procedimientos Operativos Estandarizados de Saneamiento (POES), los cuales serán explicados brevemente. También se explica cómo se desarrolló el diseño HACCP para una línea de proceso de salsa de soya, detallando el análisis de riesgo realizado, los puntos críticos de control que se identificaron, el sistema de monitoreo, control y las acciones correctivas que se implantarán en caso de salirse un punto crítico fuera de control, así como también los procedimientos de verificación y el sistema de registro. Este sistema es continuo, detectándose los problemas antes de que ocurran, o en el momento en que aparecen, y aplicándose inmediatamente las acciones correctivas. Es sistemático, por ser un plan completo que cubre todas las operaciones, los procesos y las medidas de control, disminuyendo el riesgo de Enfermedades de Trasmisión Alimentaria. Finalmente se detalla cómo mantener y verificar el plan HACCP una vez que este ha sido implantado. Inocuidad, Peligro, Análisis, Control, Calidad
- 10. ix ABSTRACT IMPLEMENTACIÓN DEL SISTEMA DE ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL (HACCP) EN UNA LÍNEA DE PRODUCCIÓN DE SALSA DE SOYA AUGUST 2011 LEONARDO HERNÁNDEZ HERNÁNDEZ TÉCNICO SUPERIOR UNIVERSITARIO TECNOLOGIA DE ALIMENTOS UNIVERSIDAD TECNOLÓGICA DE LA HUASTECA HIDALGUENSE Academic Adviser: M.C.A. Diana Espinosa Galván Industrial Adviser: Hugo López Baltazar This dissertation is a work that develops the system implementation of Hazard Analysis and Critical Control Point (HACCP) in a production line of soy sauce in the company El Granero Distribuciones y Representaciones S.A de C.V. located in the colony Nueva Estanzuela Monterrey Nuevo Leon. This project provide an overview of the principles of HACCP, food safety hazards and microbiological criteria to be taken into account for the safety of food to be eaten by people. The HACCP system is based on prerequisites such as the Good Manufacturing Practice (GMP) and Sanitation Standard Operating (POES) Procedures, which will be explained briefly. It also explains how to design (HACCP) was developed for a line of soy sauce process, detailing the risk analysis performed, the critical control points that were identified, the monitoring and control system, corrective actions to be implemented in case a critical point of leaving out of control, as well as procedures for verification and registration system. Finally, details how to maintain and verify the (HACCP) plan once it is implanted. Safety, Risk, Analysis, Control, Quality.
- 11. 1 I. GENERALIDADES I.1 Antecedentes de la empresa La empresa El Granero S.A. de C.V. se encuentra ubicada a tres minutos de la carretera nacional, que comunica con el sur del estado de Nuevo León, y a 30 minutos del aeropuerto internacional Mariano Escobedo que conecta directamente a ciudades importantes de los Estados Unidos de América, México, Distrito Federal y de Guadalajara Jalisco. El Granero, Distribuciones y Representaciones, S.A. de C.V. fue fundado en 1983 por el Ingeniero Carlos Villareal. En un principio se dedicaba a la distribución de cacahuates, fritos y dulces. En 1986 se compró maquinaria, como también equipos para el procesamiento de botanas, salsa de soya se incluyeron los productos de maíz así como las semillas tostadas y fritas (de calabaza y girasol). En 1990 se decide incursionar en la producción de salsa de soya tradicional. Durante años la empresa El Granero se dedicó únicamente al proceso de botanas para ventas a granel y como maquila para otras marcas. A partir del año 2000, nace la marca Kumamoto, que marca el inicio de un nuevo rumbo en la historia de la empresa El Granero. Kumamoto y Hokkaido son nombres de las grandes ciudades de Japón que estos también constituyen en algunas marcas de la misma empresa. Actualmente la empresa El Granero S.A. de C.V. realiza los siguientes productos: Salsa de soya: se elabora a base de frijol de soya, trigo, sal y agua. Cacahuate japonés Cacahuate recubierto con una ligera y crujiente capa de harina de trigo con un terminado toque ligero de salsa de soya.
- 12. 2 Japonés enchilado Cacahuate japonés con deliciosos trocitos de chile de árbol en polvo en la cubierta. Garapiñado Nuez, almendra o cacahuate recubiertos de una fina capa de caramelo con exquisito aroma a vainilla. Frito salado Cacahuate con cutícula ligeramente escarchado con sal. Frito salado enchilado Cacahuate frito salado con chile en polvo para un toque picosito. Frito salado con totopo Cacahuate frito salado acompañado de totopos de maíz, mortajado de chile cambray. Mitades salados Mitades tostadas al natural. Enchilado Mitades de cáchuate tostadas y fritas espolvoreadas de chile en polvo. Totopos de tortilla con ajo natural. Totopos de nixtamal frito, con ajo natural frito, sazonados con chile cambray y sal. La nixtamalización es el proceso milenario de origen mesoamericano por el cual se prepara la harina de maíz. La palabra proviene de nixtamal, a su vez del náhuatl nextli ("cenizas de cal") y tamalli (masa de maíz cocido).
- 13. 3 Mixto Combinación de frito salado, japonés, enchilado, pepita y churro enchilado. Su mercado principal son las tiendas de autoservicio: Wal-Mart, HEB, Soriana, dulcerías, hoteles, clubes deportivos, bares, etc. La empresa se rige de los siguientes puntos: Misión Queremos contribuir a la nutrición y salud de los consumidores mexicanos de una manera sana y deliciosa. Visión Ser una empresa que tenga un posicionamiento en el mercado nacional, ofreciendo productos de la más alta calidad, así mismo pensado en la satisfacción de nuestros consumidores. Valores En El Granero S.A de C.V. buscamos ofrecer productos alimenticios de la mejor calidad como también sabor, al mismo tiempo que nos preocupamos por la salud de nuestros clientes procurando que nuestros productos no sean sólo una botana más, sino que contribuyan a una dieta balanceada nutritiva. Para lograr lo anterior cuidamos la formación y el desarrollo profesional y personal de cada uno de nuestros trabajadores, propiciando un ambiente de trabajo dinámico, amable y personalizado. I.2 Trabajos previos En la empresa no existen trabajos previos sobre Implementación del Sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP) en una Línea de Producción de Salsa de Soya. Por lo cual se decide llevar a cabo el proyecto de (HACCP) en salsa de soya para identificar los peligros relacionados con la seguridad del consumidor que puedan ocurrir en la cadena alimentaria, estableciendo los procesos de control para garantizar la inocuidad del producto.
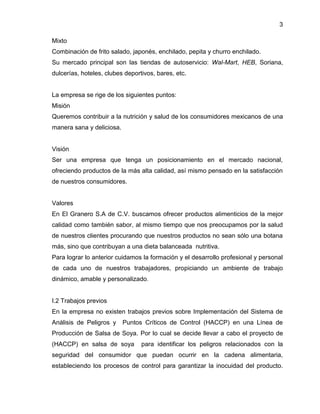
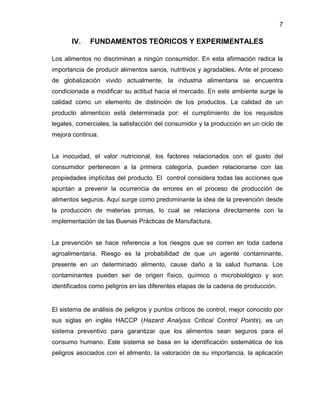
- 14. 4 Figura1. Organigrama de la empresa El Granero S.A de C.V. Director general Gerente general Ventas Crédito y cobranzas Coordinación de almacén e inventarios Vendedores Clientes institucionales Empaque Chofer Operador frito salado Operador salsa de soya Operador japonés Operador garapiñado Operador de churros y chicharrones Embarque
- 15. 5 II. PLANTEAMIENTO DE LA PROBLEMÁTICA Actualmente la demanda en El Granero S.A de C.V. está en constante crecimiento por ello la empresa de este sector se enfrenta a una gran competencia, por esta razón necesita estar continuamente innovando, generando productos de alta calidad para poder competir en mercados locales y nacionales. Con la necesidad de generar un producto inocuo, con la exigencia de los compradores surge este proyecto de Implementación del Sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP) en una línea de producción de salsa de soya. Con esto se producción de alimentos. hace énfasis en los peligros potenciales de la Al controlar los peligros físicos, químicos y microbiológicos la industria puede asegurar al consumidor que los productos que recibe son seguros. El beneficio de este proyecto es prevenir la ocurrencia de errores en el proceso de producción de salsa de soya. Desde la recepción de materias primas hasta el consumidor final, lo cual se relaciona directamente con la implementación de las Buenas Prácticas de Manufactura (BPM).
- 16. 6 III. OBJETIVOS DE LA INVESTIGACIÓN III.1 Objetivo General Implementar un Sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP) en una línea de producción de salsa de soya, para lograr un mejor control de la inocuidad y calidad del producto. III.1.1 Objetivos Específicos Aplicar los siete principios del HACCP y sus pre-requisitos. III.2 Metas Capacitar al personal de producción en la línea de salsa de soya. Analizar los peligros y determinar los puntos críticos control. Establecer los límites críticos y monitoreo constante en el proceso. Establecer las medidas correctivas, procedimiento de verificación y validación. Documentación y registro. III.3 Duración del Proyecto El proyecto implementación del sistema de análisis de peligros y puntos críticos de control (HACCP) en una línea de producción de salsa de soya tiene una duración que comprende del 11 de abril al 29 de julio de 2011.
- 17. 7 IV. FUNDAMENTOS TEÓRICOS Y EXPERIMENTALES Los alimentos no discriminan a ningún consumidor. En esta afirmación radica la importancia de producir alimentos sanos, nutritivos y agradables. Ante el proceso de globalización vivido actualmente, la industria alimentaria se encuentra condicionada a modificar su actitud hacia el mercado. En este ambiente surge la calidad como un elemento de distinción de los productos. La calidad de un producto alimenticio está determinada por: el cumplimiento de los requisitos legales, comerciales, la satisfacción del consumidor y la producción en un ciclo de mejora continua. La inocuidad, el valor nutricional, los factores relacionados con el gusto del consumidor pertenecen a la primera categoría, pueden relacionarse con las propiedades implícitas del producto. El control considera todas las acciones que apuntan a prevenir la ocurrencia de errores en el proceso de producción de alimentos seguros. Aquí surge como predominante la idea de la prevención desde la producción de materias primas, lo cual se relaciona directamente con la implementación de las Buenas Prácticas de Manufactura. La prevención se hace referencia a los riesgos que se corren en toda cadena agroalimentaria. Riesgo es la probabilidad de que un agente contaminante, presente en un determinado alimento, cause daño a la salud humana. Los contaminantes pueden ser de origen físico, químico o microbiológico y son identificados como peligros en las diferentes etapas de la cadena de producción. El sistema de análisis de peligros y puntos críticos de control, mejor conocido por sus siglas en inglés HACCP (Hazard Analysis Critical Control Points), es un sistema preventivo para garantizar que los alimentos sean seguros para el consumo humano. Este sistema se basa en la identificación sistemática de los peligros asociados con el alimento, la valoración de su importancia, la aplicación
- 18. 8 de medidas de control para eliminar o reducir, a niveles aceptables, los peligros más importantes que son físicos, químicos y biológicos. Los principios de HACCP se pueden aplicar a todas las fases de obtención y elaboración de alimentos, desde la producción primaria hasta el consumidor final.(1) El sistema fue presentado en 1971 por Howard Bauman de la Compañía Pillsbury, atendiendo el interés de su principal cliente, la NASA, de garantizar la inocuidad de los alimentos. Desde sus inicios, el sistema cuenta con la aceptación y beneplácito de organizaciones internacionales que trabajan en el área de alimentos, en toda la cadena desde la producción a la comercialización. En la práctica se ha constituido en una norma de aceptación universal. El propósito central de la inocuidad significa que el alimento no ocasionará daño o perjuicio a la salud del consumidor. Por lo tanto, el sistema HACCP, complementa los otros esfuerzos en materia de alimentación, como los aportes benéficos a la propia salud y al bienestar de las personas. Forma parte entonces, de las herramientas para una calidad de vida satisfactoria.(2) Los pre-requisitos del HACCP Principales pre-requisitos del sistema HACCP son: 1.-Buenas practicas de Manufactura (BPM). 2.-Procedimiento Estándares de Saneamiento (POES). El sistema HACCP no funciona si no han sido previamente implementados con éxito los programas de BPMs mediante los POES. Buenas Prácticas de Manufactura (BPM) Las Buenas Prácticas de Manufactura (BPM o GMP por sus siglas en inglés) son un conjunto de normas establecidas para el procesamiento, elaboración de
- 19. 9 productos alimenticios que se basan en criterios de higiene y manipulación. Deben tenerse en cuenta en el área, proceso de producción de la empresa. Las BPM involucran el control de las materias primas, los establecimientos, el personal, la elaboración de los productos, el almacenamiento, el transporte de los productos, el control de los procesos de producción, toda la documentación relacionada con procedimientos y controles. Requisitos básicos que deben ser aplicados en las empresas de alimentos para producir de forma higiénica, sanitaria los alimentos y reducir los riesgos para la salud del consumidor, cumpliendo con regulaciones nacionales e internacionales. Incluyen: Higiene personal Control de enfermedades Hábitos personales Practicas operativas Las Buenas Prácticas de Manufactura son, una herramienta básica para la obtención de productos seguros para el consumo humano, que se centralizan en la higiene y forma de manipulación. Son útiles para el diseño, funcionamiento de los establecimientos, para el desarrollo de procesos y productos relacionados con la alimentación. Contribuyen al aseguramiento de una producción de alimentos seguros, saludables e inocuos para el consumo humano. Son indispensable para la aplicación del Sistema HACCP (Análisis de Peligros y Puntos Críticos de Control), de un programa de Gestión de Calidad Total por sus siglas en ingles (TQM) o de un Sistema de Calidad como ISO 9000. Se asocian con el Control a través de inspecciones del establecimiento.(3)
- 20. 10 Procedimientos Operativos Estandarizados de Saneamiento (POES) Los POES son un conjunto de normas que establecen las tareas de saneamiento necesarias para la conservación de la higiene en el proceso productivo de alimentos. Esto incluye los procedimientos de sanidad y la asignación de responsables. El sistema POES contempla la ejecución de las tareas antes, durante y después del proceso de elaboración, se divide en dos procesos diferentes que interactúan entre sí: La limpieza, que consiste en la eliminación de toda materia objetable (polvo, tierra, residuos diversos). La desinfección, que consiste en la reducción de los microorganismos a niveles que no constituyan riesgo de contaminación en el proceso productivo. Las POES deben cumplir con una rutina que garantice la efectividad del proceso, que se compone de los siguientes pasos: Procedimiento de limpieza, desinfección que se ejecutará antes, durante y después de la elaboración. Frecuencia de ejecución, verificación de los responsables de las tareas. Vigilancia periódica del cumplimiento de los procesos de limpieza y desinfección. Evaluación continúa de la eficacia de las POES y sus procedimientos para asegurar la prevención de todo tipo de contaminación. En tal sentido, las plagas constituyen un factor de riesgo importante, ya que en caso de incidentes por insectos o roedores, estas contaminaciones no podrán ser controladas a través de los procesos ejecutivos contemplados en este sistema.
- 21. 11 Por regla general, todo sector cercano a áreas de elaboración que propicie la proliferación de plagas es, para dichas áreas, un PCC (Punto Crítico de Control). Así, la gestión preventiva del control de plagas se basa en un tratamiento indirecto que preserve la eficacia de POES.(4) Los siete principios del HACCP Los siete principios del HACCP se pueden dividir en dos categorías: La identificación de riesgos significativos y el control de esos riesgos. Los siete principios son: Análisis de peligros. Determinar los puntos críticos de control (PCCs). Establecer los límites críticos. Establecer un sistema para monitorizar el control de los PCCs. Establecer las acciones correctivas cuando la monitorización indique que un PCC no está bajo control Establecer procedimientos de verificación para confirmar que el sistema HACCP está funcionando efectivamente Establecer documentación relativa a todos los procedimientos y registros adecuada para estos principios y sus aplicaciones.(5) Principio 1: Análisis de peligros Identificar los posibles peligros asociados con la producción de alimentos en todas las fases, desde el cultivo, elaboración, fabricación y distribución, hasta el punto de consumo. Evaluar la probabilidad de que se produzcan peligros e identificar medidas preventivas para su control. En este principio se recomienda preparar una lista de pasos u operaciones del proceso en el que puedan ocurrir peligros significativos y describir las medidas preventivas. El equipo HACCP, debe enumerar todos los peligros biológicos, químicos o físicos que podrían producirse cada fase, y describir las medidas preventivas que puedan aplicarse para controlar dichos peligros.
- 22. 12 Estos peligros deberán ser de tal índole que su eliminación o reducción hasta niveles aceptables sea esencial para la producción de un alimento inocuo. El quipo determinará qué medidas preventivas, pueden aplicarse para controlar cada peligro. Estas medidas preventivas son las intervenciones y actividades necesarias para eliminar los peligros o reducir sus consecuencias a niveles aceptables. Es necesario más de una medida preventiva para controlar un peligro específico y que con una determinada medida preventiva se pueda controlar más de un peligro. En la aplicación de este principio, se hace necesario identificar las materias primas, ingredientes y/o alimentos que puedan contener algún tipo de contaminante (físico, químico y biológico), por otro lado, identificar las condiciones que pudieran facilitar la supervivencia o multiplicación de gérmenes. Principio 2: Determinación de puntos críticos de control (PCCs). Identificación en cada etapa del proceso de elaboración del alimento de los posibles puntos de contaminación. Realizar el análisis del proceso en su conjunto, desde la recepción de las materias primas, el proceso con la información producida en la aplicación del principio 1, una vez identificados los peligros de contaminación y/o condiciones favorables para la multiplicación de microorganismos durante el proceso, es factible determinar cuáles son los PCC. Se deberán tener en cuenta todos los peligros que sea razonable prever que podrían presentarse o introducirse en cada fase. Puede incluso ser necesario brindar capacitación en la aplicación de la secuencia de decisiones. Si se ha determinado la existencia de un riesgo en una fase en la que el control es necesario para mantener la inocuidad y no existe ninguna medida preventiva que se pueda adoptar en esa fase o en cualquier otra, deberá modificarse el producto o el proceso en esa fase, o en la anterior o posterior, que permita incluir una medida preventiva.
- 23. 13 Principio 3: Establecer los límites críticos Establecer los límites críticos en cada uno de los Puntos Críticos de Control identificados que aseguren que dichos PCC están bajo control. Este principio impone la especificación de los límites críticos para cada medida preventiva. Estos límites críticos son los niveles o tolerancias prescritas que no deben superarse para asegurar que el PCC está efectivamente controlado. Si cualquiera de los parámetros referentes a los puntos de control está fuera del límite crítico, el proceso estará fuera de control. Por otra parte, las medidas preventivas están asociadas a esos límites críticos que funcionan como frontera de seguridad. En ciertos casos, puede establecerse más de un límite crítico para una determinada fase. Para definir el límite, estado para un producto o proceso, suelen utilizarse la medición de la temperatura. tiempo, nivel de humedad, actividad acuosa, cloro disponible, especificaciones microbiológicas, así como parámetros organolépticos como aspecto, aroma, color, sabor y textura. Principio 4: Establecimiento de Procedimientos de Monitoreo Establecer un sistema de vigilancia para asegurar el control de los PCC mediante ensayos u observaciones programados. El monitoreo o vigilancia es la medición u observación programada de un PCC en relación con sus límites críticos. Los procedimientos de vigilancia deberán ser capaces de detectar una pérdida de control en el PCC. Sin embargo, lo ideal es que la vigilancia proporcione esta información a tiempo para que se adopten medidas correctivas con el objeto de recuperar el control del proceso antes de que sea necesario rechazar el producto. La información obtenida a través de la vigilancia o monitoreo debe ser evaluada por un persona responsable, debidamente entrenada con la facultad de decisión suficiente para aplicar medidas correctivas en caso necesario. El responsable de la vigilancia debe conocer la técnica de monitoreo de cada medida
- 24. 14 preventiva, entender la importancia del monitoreo, completar las planillas de registro y firmarlas. En el caso que la vigilancia no sea continua, su frecuencia deberá ser programada de modo de garantizar que el PCC esté bajo control y disminuir al mínimo el factor riesgo. En todos los casos, deben existir planes de monitoreo que contengan frecuencias y métodos de observación. La mayoría de los procedimientos de vigilancia de los PCC, deben efectuarse con rapidez, porque se refieren a procesos continuos y no hay tiempo para realizar análisis prolongados. Frecuentemente se prefieren mediciones físicas y químicas más que ensayos microbiológicos, ya que, se realizan más rápido y por lo general, son indicadores del estado microbiológico del producto. Principio 5: Establecimiento de Acciones Correctivas Establecer las medidas correctivas que habrán de adoptarse cuando la vigilancia o el monitoreo indiquen que un determinado puto critico no está bajo control o que existe una desviación de un límite crítico establecido. Con el fin de corregir las desviaciones que pueden producirse deben formularse planes de medidas correctivas específicas para cada PCC del programa. Estas medidas deben asegurar que el PCC está bajo control e incluye tomar medidas en relación con el destino que habrá de darse al producto afectado. Los procedimientos relativos a las desviaciones y al destino de los productos deben ser documentados en los registros. Las medidas correctivas deben estar claramente definidas antes de ser llevadas a cabo y la responsabilidad de aplicarlas debe recaer en un responsable previamente determinado y éste debe conocer el proceso, las medidas correctivas que deberá tomar y comprender acabadamente el Sistema HACCP.
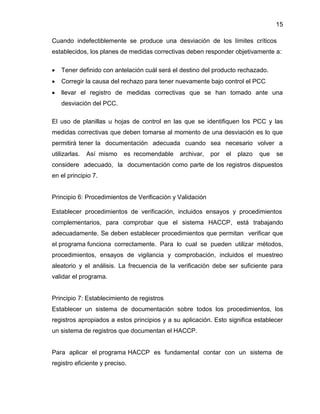
- 25. 15 Cuando indefectiblemente se produce una desviación de los límites críticos establecidos, los planes de medidas correctivas deben responder objetivamente a: Tener definido con antelación cuál será el destino del producto rechazado. Corregir la causa del rechazo para tener nuevamente bajo control el PCC llevar el registro de medidas correctivas que se han tomado ante una desviación del PCC. El uso de planillas u hojas de control en las que se identifiquen los PCC y las medidas correctivas que deben tomarse al momento de una desviación es lo que permitirá tener la documentación adecuada cuando sea necesario volver a utilizarlas. Así mismo es recomendable archivar, por el plazo que se considere adecuado, la documentación como parte de los registros dispuestos en el principio 7. Principio 6: Procedimientos de Verificación y Validación Establecer procedimientos de verificación, incluidos ensayos y procedimientos complementarios, para comprobar que el sistema HACCP, está trabajando adecuadamente. Se deben establecer procedimientos que permitan verificar que el programa funciona correctamente. Para lo cual se pueden utilizar métodos, procedimientos, ensayos de vigilancia y comprobación, incluidos el muestreo aleatorio y el análisis. La frecuencia de la verificación debe ser suficiente para validar el programa. Principio 7: Establecimiento de registros Establecer un sistema de documentación sobre todos los procedimientos, los registros apropiados a estos principios y a su aplicación. Esto significa establecer un sistema de registros que documentan el HACCP. Para aplicar el programa HACCP es fundamental contar con un sistema de registro eficiente y preciso.
- 26. 16 Esto incluye documentación sobre los procedimientos del HACCP en todas sus fases, que deben reunirse en el proyecto. Así, pueden llevarse registros de: Responsabilidades del equipo HACCP. Modificaciones introducidas al Programa HACCP. Descripción del producto a lo largo del procesamiento. Uso del producto. Diagrama de flujo con PCC indicados. Peligros y medidas preventivas para cada PCC. Límites críticos y desviaciones. Acciones correctivas. La única clave para el buen funcionamiento de un sistema HACCP es el personal. La concientización de cada uno de los empleados en la línea de producción, así como de las personas responsables del mantenimiento, la provisión de insumos y el despacho de productos es un elemento indispensable. En cuanto a los beneficios de la implementación de un sistema HACCP, es asegura la obtención de alimentos inocuos con la consecuente reducción de costos por menores reclamos por daño de parte de los consumidores.(6) Definición y análisis de riesgos y peligros en la seguridad alimentaria. El concepto de “peligro” puede ser definido como “fuente potencial de contaminación de una causa biológica, física o química que pueda o dañe la salud del consumidor”. El “Riesgo” significa la probabilidad de que ocurra la contaminación. El conocimiento de que un determinado alimento representa un riesgo indica que se dispone de suficiente información epidemiológica o técnica que indican que el alimento en cuestión, constituye un posible peligro para la salud.
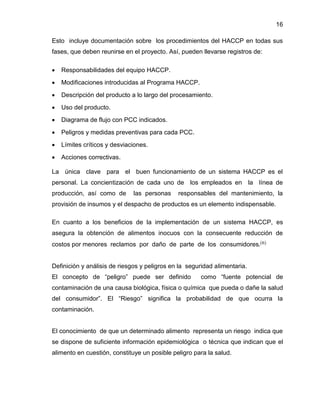
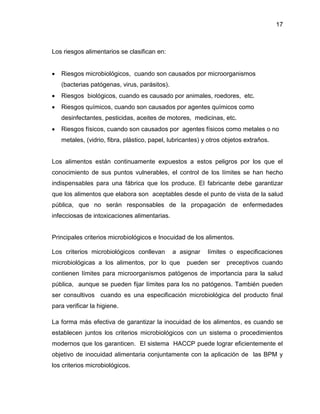
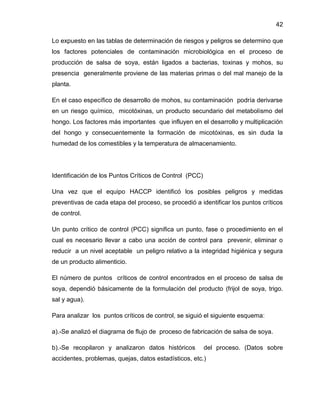
- 27. 17 Los riesgos alimentarios se clasifican en: Riesgos microbiológicos, cuando son causados por microorganismos (bacterias patógenas, virus, parásitos). Riesgos biológicos, cuando es causado por animales, roedores, etc. Riesgos químicos, cuando son causados por agentes químicos como desinfectantes, pesticidas, aceites de motores, medicinas, etc. Riesgos físicos, cuando son causados por agentes físicos como metales o no metales, (vidrio, fibra, plástico, papel, lubricantes) y otros objetos extraños. Los alimentos están continuamente expuestos a estos peligros por los que el conocimiento de sus puntos vulnerables, el control de los límites se han hecho indispensables para una fábrica que los produce. El fabricante debe garantizar que los alimentos que elabora son aceptables desde el punto de vista de la salud pública, que no serán responsables de la propagación de enfermedades infecciosas de intoxicaciones alimentarias. Principales criterios microbiológicos e Inocuidad de los alimentos. Los criterios microbiológicos conllevan a asignar microbiológicas a los alimentos, por lo que límites o especificaciones pueden ser preceptivos cuando contienen límites para microorganismos patógenos de importancia para la salud pública, aunque se pueden fijar límites para los no patógenos. También pueden ser consultivos cuando es una especificación microbiológica del producto final para verificar la higiene. La forma más efectiva de garantizar la inocuidad de los alimentos, es cuando se establecen juntos los criterios microbiológicos con un sistema o procedimientos modernos que los garanticen. El sistema HACCP puede lograr eficientemente el objetivo de inocuidad alimentaria conjuntamente con la aplicación de las BPM y los criterios microbiológicos.
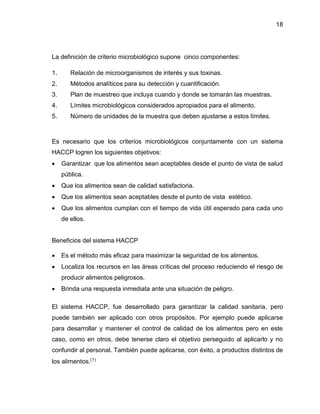
- 28. 18 La definición de criterio microbiológico supone cinco componentes: 1. Relación de microorganismos de interés y sus toxinas. 2. Métodos analíticos para su detección y cuantificación. 3. Plan de muestreo que incluya cuando y donde se tomarán las muestras. 4. Límites microbiológicos considerados apropiados para el alimento. 5. Número de unidades de la muestra que deben ajustarse a estos límites. Es necesario que los criterios microbiológicos conjuntamente con un sistema HACCP logren los siguientes objetivos: Garantizar que los alimentos sean aceptables desde el punto de vista de salud pública. Que los alimentos sean de calidad satisfactoria. Que los alimentos sean aceptables desde el punto de vista estético. Que los alimentos cumplan con el tiempo de vida útil esperado para cada uno de ellos. Beneficios del sistema HACCP Es el método más eficaz para maximizar la seguridad de los alimentos. Localiza los recursos en las áreas críticas del proceso reduciendo el riesgo de producir alimentos peligrosos. Brinda una respuesta inmediata ante una situación de peligro. El sistema HACCP, fue desarrollado para garantizar la calidad sanitaria, pero puede también ser aplicado con otros propósitos. Por ejemplo puede aplicarse para desarrollar y mantener el control de calidad de los alimentos pero en este caso, como en otros, debe tenerse claro el objetivo perseguido al aplicarlo y no confundir al personal. También puede aplicarse, con éxito, a productos distintos de los alimentos.(7)
- 29. 19 V. DESARROLLO DEL PROYECTO V.1 Metodología El desarrollo de este proyecto se llevo acabo en la empresa El Granero Representaciones y Distribuciones S.A de C.V. se realizaron los pre-requisitos del sistema de análisis de peligros y puntos críticos de control (HACCP) en una línea de producción de salsa de soya que son los siguientes: Buenas Prácticas de Manufactura (BPM) Procedimientos Operativos Estandarizados de Saneamiento (POES) Se desarrollo la siguiente lista de actividades: 1. Diagnostico de necesidades del proyecto En esta actividad se llevo a cabo un recorrido dentro y fuera de la planta para conocer maquinaria, equipo, personal, como también el proceso de producción en el área de salsa de soya así el diagnostico de la necesidad de aplicar un sistema de Análisis de Peligro y Punto Crítico de Control (HACCP). 2. Recopilación de información en la línea de producción de salsa de soya En esta etapa se procedió a recopilar información acerca de la soya, del sistema HACCP y los Pre-requisitos en fuentes como internet y manuales que la misma empresa nos brindo. 2. Análisis de recopilación de datos Previo a la investigación consultada en las diversas fuentes se realizo detalladamente un análisis a la información requerida para desarrollar del plan HACCP.
- 30. 20 3. Capacitación al personal del Sistema de Análisis Peligros y Puntos Críticos de Control (HACCP) En esta actividad el objetivo fue que los participantes comprendieran en profundidad los aspectos relevantes, reconociendo la magnitud de las tareas como también la información que debe involucrarse durante los pre-requisitos e implementación de un Sistema HACCP. Para poder alcanzar este objetivo se trabajó con el personal que labora en el área de salsa de soya. (ver anexo A) 4. Análisis de peligros y Determinación de puntos críticos de control En esta actividad se identifico todos los peligros de contaminantes biológicos, microbiológicos, químicos y físicos que pueden ocurrir en cada etapa del proceso de producción, incluyendo la recepción y almacenamiento de las materias primas. Se Identificó el punto, etapa o proceso en el cual es posible que estos ocurran, aumenten o persistan. En cuanto a la determinación de puntos críticos de control se identificaron los posibles peligros y medidas preventivas de cada etapa del proceso, se procedió a identificar los puntos críticos de control. Posteriormente se desarrollo un punto, fase o procedimiento en el cual fue necesario llevar a cabo una acción de control para prevenir, eliminar o reducir a un nivel aceptable un peligro relativo a la integridad higiénica y segura de la salsa de soya. 5. Establecimiento de los limites críticos y establecimiento de procedimiento de monitoreo. En esta etapa se estableció un límite crítico como valor máximo o mínimo que permitió controlar un parámetro biológico, químico o físico en un PCC para evitar, eliminar o reducir a un nivel aceptable un peligro que puede afectar la seguridad del alimento. Esto se utilizo para determinar si las condiciones operativas en un Punto Crítico de Control son seguras o no.
- 31. 21 Posteriormente se estableció un procedimiento de monitoreo en el área de salsa de soya con una secuencia planificada de observaciones y mediciones para evaluar si un PCC está bajo control, y a partir del cual se genero registros detallados en uno de los pasos de la verificación. 6. Establecimiento de medidas correctivas y procedimiento de verificación y validación. El objetivo fundamental de este principio fue implementar medidas para restablecer el control del proceso cuando los límites críticos fueron sobrepasados. Estas acciones o medidas sirvieron para volver el proceso a los parámetros aceptables y evitar de esta forma la elaboración del producto defectuoso y dar un destino seguro al producto no conforme. Después de que se estableció las medidas correctivas se realizo la determinación de los procedimientos de verificación dando como resultado la verificación inicial del sistema o su modificación, si se considera que algunos criterios o actuaciones no son los adecuados o pueden mejorar su eficacia. V.2 Investigación Pre-requisitos Del Sistema HACCP Para la elaboración del plan de implantación del Sistema HACCP en una línea de producción de salsa de soya, es necesario que la empresa El Granero Representaciones y Distribuciones se base o cumpla con algunos pre-requisitos como son las Buenas Prácticas de manufactura (BPM), así como los Procedimientos Operativos Estandarizados de Saneamiento (POES). Con la aplicación de estos pre-requisitos se disminuye la tolerancia de microorganismos, en un proceso de fabricación, almacenamiento y distribución de alimentos, esto permite que un mayor número de fabricantes elaboren mayor cantidad de producto también los conserven por mayor tiempo así como también los puedan enviar más lejos antes de llegar a los consumidores.
- 32. 22 Para implementar el HACCP en una línea de producción de salsa de soya es necesario contar con los siguientes pre-requisitos. 1.- Sistema de Buenas Prácticas de Manufactura (BPM) implementado. 2.- Procedimientos Operativos Estandarizados de Saneamiento (POES) implementado. Tanto las BPM como las POES pueden ser específicos para un producto y conjuntamente con el sistema, puede desarrollarse un plan completo para su control y correcta ejecución en el proceso de alimentos. Formación del equipo HACCP En la creación, desarrollo, manejo del sistema HACCP para una línea de producción de salsa de soya, es importante que el personal involucrado tenga el conocimiento necesario relacionado con la interdisciplina, organización, asuntos tecnológicos y científicos de la planta, por lo cual se requiere crear un grupo de trabajo especial, mismo que pueda dirigir y analizar problemas específicos desde diferentes perspectivas. El equipo de trabajo HACCP de la empresa El Granero Representaciones y Distribuciones S.A. de C.V., estará conformado por los siguientes miembros que pueden considerarse apropiados para una empresa. (Tabla 1) Nombre Alicia Villareal de Nakashima Cargo Gerente general Puesto equipo HACCP Coordinador (HACCP) Jaime Minoru Nakashima Kohashi Subgerente General Supervisor Hugo López Baltazar Jefe de producción Asesor María luisa Rodríguez Zuñiga Jefe de ventas Secretaria Valente Varela Mateos Encargado de almacén Freddy Hernández Hernández Envasado Eloy Nicolás Mora Proceso José Luis Maldonado Martínez Chofer repartidor Tabla 1: formación de equipo HACCP
- 33. 23 El equipo HACCP de la línea de producción de salsa de soya, ha sido capacitado y entrenado en los principios del sistema HACCP y su aplicación. Es importante también el compromiso de la gerencia se comprometa, para que el plan HACCP funcione correctamente, a fin de que sea una prioridad en la empresa y se implemente efectivamente. Descripción del producto Descripción del frijol de soya Durante los últimos 5000 años, el frijol de soya ha sido parte de la dieta de los chinos. De hecho, muchos países asiáticos han consumido una amplia gama de productos de soya durante siglos. En la actualidad, con frecuencia los científicos atribuyen la salud cardiaca y la longevidad de aquellas poblaciones a las dietas ricas en soya. Debido a que muchos productos de soya se originaron en Asia, eso ha dado lugar a que éstos se denominen con nombres asiáticos. Descripción de la salsa de soya La salsa de soya es uno de los condimentos más antiguos del mundo y tiene su origen en China, hacia el final de la dinastía Chou. Desde mucho tiempo antes, se acostumbraba conservar las carnes por salazón. El subproducto líquido que se obtenía se aprovechaba como condimento. Cuando el budismo se propagó por el Lejano Oriente, el vegetarianismo se extendió con él, lo que llevó a que se buscaran sustitutos vegetales para los antiguos condimentos que contenían carne. Uno de estos sustitutos era una pasta salada y fermentada de granos de soya, precursora de la salsa de soya moderna. Con el tiempo su uso se propagó a otros países asiáticos, como Japón, Filipinas, Malasia, Indonesia, etc., siendo un condimento central en las cocinas de estos países.
- 34. 24 Con el proceso de globalización, la salsa de soya puede ser encontrada en los comercios, hogares y cocinas de todo el mundo, tanto en Oriente como en Occidente. Salsa de soya elaborada Es elaborado con frijol de soya y trigo entero. El proceso de elaboración es el tradicional japonés. Se fermenta 4 a 8 años hasta que alcanza su madurez. Al ser una salsa de soya fermentada contiene umami. Umami: es uno de los cinco gustos básicos junto con el ácido, amargo, dulce y salado, Umami es un vocablo de origen japonés que significa: sabor gustoso. Soya fermentada Contiene aminoácidos los cuales ayudan a redondear y potenciar el sabor de los alimentos. Los beneficios para la salud - protege significativamente contra el cáncer. -Evita la formación de osteoporosis y enfermedades del corazón. Aplicaciones de salsa de soya Tocino, pollo y carnes curadas. Agrega color, balancea los sabores dulces, salados y ahumados. Contribuye al curado gracias a la sal. Agrega preservativos naturales. Contribuye a redondear sabor de la carne y las especias, de color y potencia el aroma. (Ver anexo N). Fajitas y carnes Redondea sabores de las especies al momento de marinar.
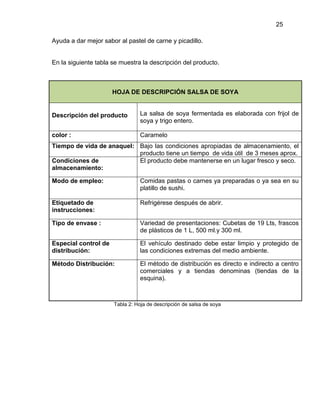
- 35. 25 Ayuda a dar mejor sabor al pastel de carne y picadillo. En la siguiente tabla se muestra la descripción del producto. HOJA DE DESCRIPCIÓN SALSA DE SOYA Descripción del producto La salsa de soya fermentada es elaborada con frijol de soya y trigo entero. color : Caramelo Tiempo de vida de anaquel: Bajo las condiciones apropiadas de almacenamiento, el producto tiene un tiempo de vida útil de 3 meses aprox. Condiciones de El producto debe mantenerse en un lugar fresco y seco. almacenamiento: Modo de empleo: Comidas pastas o carnes ya preparadas o ya sea en su platillo de sushi. Etiquetado de instrucciones: Refrigérese después de abrir. Tipo de envase : Variedad de presentaciones: Cubetas de 19 Lts, frascos de plásticos de 1 L, 500 ml.y 300 ml. Especial control de distribución: El vehículo destinado debe estar limpio y protegido de las condiciones extremas del medio ambiente. Método Distribución: El método de distribución es directo e indirecto a centro comerciales y a tiendas denominas (tiendas de la esquina). Tabla 2: Hoja de descripción de salsa de soya
- 36. 26 En el siguiente cuadro se muestra la información nutrimental del valor nutritivo mediante 19 litros de salsa de soya. INFORMACIÓN NUTRICIONAL DE LA SALSA DE SOYA Tamaño de la porción 1 cucharada (10g) Raciones por envase(aprox.) 19,00 Calorías 5.7 Calorías de Grasa 0.1 Grasa Total 0.0 gr. Grasa Saturada 0.0 gr. Grasa monolnsaturada 0.0 gr. Colesterol 0 mg. Sodio 4 mg. Carbohidratos Totales 1.0 gr Fibra Dietética 0.0 gr. Azúcar 0.4gr. Proteína 0.3gr. Vitamina 0.6% Calcio 5.0% Vitamina C 0.0% Hierro 0.0% *porcentaje del valor basado en una dieta de 2,000 calorías Calorías 2,000 2,500 Grasa Total menor a 65 gr. 80gr. Grasa Saturada menor a 20gr. 25gr. Colesterol menor a 320mg. 300mg. Sodio menor a 2,400mg 2,400mg. Carbohidratos Totales 300gr. 375gr. Fibra dietética 25gr. 30gr. Calorías por gramo Grasa 9 Carbohidratos 9 Proteína 4 Tabla 3: Información nutricional de la salsa de soya
- 37. 27 Proceso de elaboración de salsa de soya y diagrama de flujo A continuación el equipo HACCP desarrolló el proceso de elaboración de la salsa de soya con detalles específicos de todas las fases del proceso de producción. 1.-Recepción de materia prima: el frijol de soya, el trigo y demás ingredientes como benzoato de sodio, sal, azúcar, Glutamato monosódico (Ajinomoto) es inspeccionado previo a su ingreso verificando que no llegue en malas condiciones. Las materias primas de acuerdo a su naturaleza son almacenadas en bodegas (ver anexo B). 2.-Lavado de materia prima: el frijol de soya y el trigo se somete a lavado a presión para eliminar suciedad, tierra, bacterias superficiales, mohos y otros contaminantes como insecticidas y fertilizantes. 3.-Pesado de materia prima: todas las materias primas son pesadas adecuadamente, de manera que la calidad del producto sea consistente. Por lo tanto, es esencial el uso de balanzas de precisión. 4.-Cocción a vapor: el frijol de soya es vaciado en canastillas de acero inoxidable y es colocado en la base del evaporador (ver anexo C). 5.-Tostado: el trigo es colocado en un tostador giratorio a temperaturas altas para su tostado (ver anexo D). 6.-Molido: el trigo tostado es colocado en un molino para su trituración (ver anexo E). 7.-Mezclado: el trigo y el frijol de soya se mezclan en unas charolas y se le agrega frijoles de soya secos (ver anexo F).. 8.-Secado: la mezcla se deja reposar durante un tiempo optimo en el área de concentrado de soya (ver anexo G). 9.-Preparado de la mezcla: se mezclan el frijol de soya, el trigo molido y de más ingredientes.
- 38. 28 10.-Fermentado de la soya: la soya es almacena en tanques para su proceso de fermentado (ver anexo H). 11.-Oxigenación: los tanques son oxigenados con aire comprimido diariamente para que la fermentación se lleve a cabo rápidamente (ver anexo I). 13.--Exprimido de soya cruda fermentada: la soya cruda es vaciada en exprimidores dejando exprimir (ver anexo J). 14.-Filtración de soya cruda: este proceso típico de filtración, mostrándose el medio filtrante, en este caso una tela al cual se coloca en la boca del filtrador. 15.-Cocción de soya: la soya cruda es vertido en el cazo de cobre con el azúcar ya quemado, posteriormente se le adiciona agua, glutamato monosodico, benzoato de sodio y caramelo (ver anexo K). 16.-Enfriado de la salsa de soya: la salsa de soya se almacén en tambos para su enfriado. 17.-Envasado: el producto terminado es envasado en diferentes presentaciones para su etiquetado y empacado. El producto final no es almacenado ya que se procesa por pedido (ver anexo L). 18.-Trasporte y distribución: el producto es trasportado en vehículo que cuenta con las medidas de higiene y seguridad adecuadas (ver anexo M)..
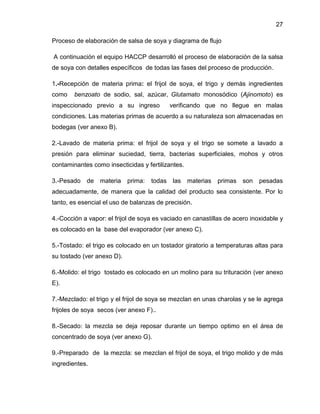
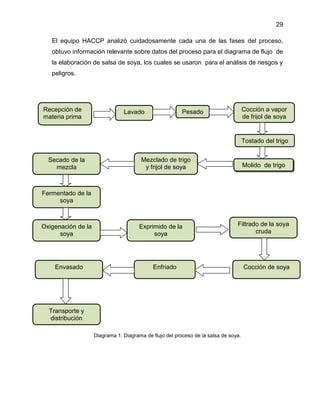
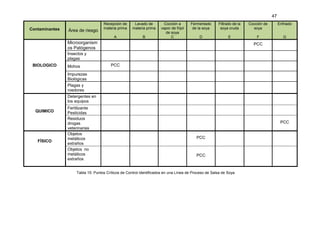
- 39. 29 El equipo HACCP analizó cuidadosamente cada una de las fases del proceso, obtuvo información relevante sobre datos del proceso para el diagrama de flujo de la elaboración de salsa de soya, los cuales se usaron para el análisis de riesgos y peligros. Recepción de materia prima Cocción a vapor de frijol de soya Pesado Lavado Tostado del trigo Secado de la mezcla Mezclado de trigo y frijol de soya Molido de trigo Fermentado de la soya Oxigenación de la soya Envasado Exprimido de la soya Filtrado de la soya cruda Enfriado Transporte y distribución Diagrama 1: Diagrama de flujo del proceso de la salsa de soya. Cocción de soya
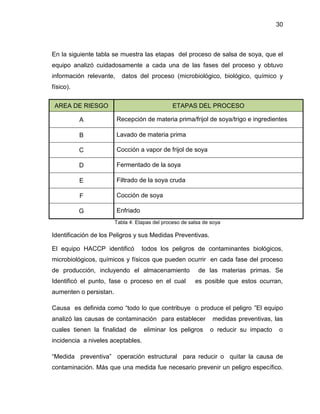
- 40. 30 En la siguiente tabla se muestra las etapas del proceso de salsa de soya, que el equipo analizó cuidadosamente a cada una de las fases del proceso y obtuvo información relevante, datos del proceso (microbiológico, biológico, químico y físico). AREA DE RIESGO ETAPAS DEL PROCESO A Recepción de materia prima/frijol de soya/trigo e ingredientes B Lavado de materia prima C Cocción a vapor de frijol de soya D Fermentado de la soya E Filtrado de la soya cruda F Cocción de soya G Enfriado Tabla 4: Etapas del proceso de salsa de soya Identificación de los Peligros y sus Medidas Preventivas. El equipo HACCP identificó todos los peligros de contaminantes biológicos, microbiológicos, químicos y físicos que pueden ocurrir en cada fase del proceso de producción, incluyendo el almacenamiento Identificó el punto, fase o proceso en el cual de las materias primas. Se es posible que estos ocurran, aumenten o persistan. Causa es definida como “todo lo que contribuye o produce el peligro ”El equipo analizó las causas de contaminación para establecer cuales tienen la finalidad de eliminar los peligros medidas preventivas, las o reducir su impacto o incidencia a niveles aceptables. “Medida preventiva” operación estructural para reducir o quitar la causa de contaminación. Más que una medida fue necesario prevenir un peligro específico.
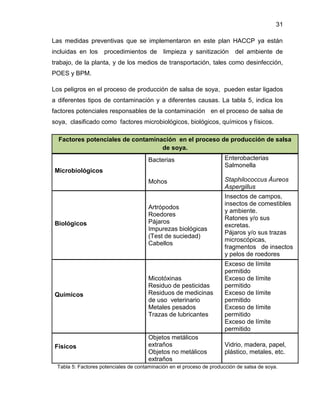
- 41. 31 Las medidas preventivas que se implementaron en este plan HACCP ya están incluidas en los procedimientos de limpieza y sanitización del ambiente de trabajo, de la planta, y de los medios de transportación, tales como desinfección, POES y BPM. Los peligros en el proceso de producción de salsa de soya, pueden estar ligados a diferentes tipos de contaminación y a diferentes causas. La tabla 5, indica los factores potenciales responsables de la contaminación en el proceso de salsa de soya, clasificado como factores microbiológicos, biológicos, químicos y físicos. Factores potenciales de contaminación en el proceso de producción de salsa de soya. Bacterias Enterobacterias Salmonella Mohos Staphilococcus Áureos Aspergillus Artrópodos Roedores Pájaros Impurezas biológicas (Test de suciedad) Cabellos Insectos de campos, insectos de comestibles y ambiente. Ratones y/o sus excretas. Pájaros y/o sus trazas microscópicas, fragmentos de insectos y pelos de roedores Químicos Micotóxinas Residuo de pesticidas Residuos de medicinas de uso veterinario Metales pesados Trazas de lubricantes Exceso de límite permitido Exceso de límite permitido Exceso de límite permitido Exceso de límite permitido Exceso de límite permitido Físicos Objetos metálicos extraños Objetos no metálicos extraños Vidrio, madera, papel, plástico, metales, etc. Microbiológicos Biológicos Tabla 5: Factores potenciales de contaminación en el proceso de producción de salsa de soya.
- 42. 32 En las siguientes tablas de Análisis de Riesgos indica en cada etapa, los peligros al que se somete el proceso de salsa de soya. SIGNIFICAT IVO SI/NO MEDIDA PREVENTIVA Biológico Recepción de -Mohos frijol de soya / -Insectos / plagas Trigo -Micotoxinas Si Solicitar al proveedor certificado de análisis de cada uno de los lotes. Control de humedad del frijol de soya. Realizar un análisis visual para detectar su presencia. Muestrear cada lote y tamizar, para checar presencia o no de insectos o impurezas. Químico Recepción de -fertilizante, frijol de soya / pesticidas, Trigo herbicida Si Solicitar al proveedor certificado de fumigación de cada uno de los lotes. Físico Recepción de -Objetos metálicos frijol de soya / extraños Trigo -Objetos no metálicos extraños Si Uso de cernidores, imanes y detector de metales ETAPA PELIGRO Tabla 6: Análisis de riesgos y peligros en el proceso de recepción de frijol de soya y trigo.
- 43. 33 ETAPA PELIGRO SIGNIFICATIVO SI/NO Realizar una limpieza en seco y húmedo. Tamizado y lavado por aspersión. Lavado de la Biológico materia -Mohos Si Químico -fertilizante, pesticidas, herbicida Si prima Lavado de la materia prima Realizar una limpieza en seco y húmedo. Tamizado y lavado por aspersión. Realizar una limpieza en seco y húmedo. Tamizado y lavado por aspersión. Lavado de la Físico materia -Objetos prima metálicos MEDIDA PREVENTIVA Si extraños - Objetos metálicos o no metálicos extraños Tabla 7: Análisis de riesgos y peligros en el proceso de lavado de materia prima. ETAPA PELIGRO Cocción a Biológico vapor de frijol -Microorganismos de soya Patógenos SIGNIFICATIVO SI/NO Cocción a vapor de frijol de soya MEDIDA PREVENTIVA -Controlar temperatura y Si tiempo de cocción. Químico Con los Procedimien- -Detergente en el tos Operacionales equipo. Si Estándares de Sanitización Físico Cocción a vapor de frijol de soya -Objetos metálicos o no metálicos extraños No Aplicación de BPM y POES en los equipos y personal. Tabla 8: Análisis de riesgos y peligros en el proceso cocción a vapor de frijol de soya.
- 44. 34 ETAPA PELIGRO SIGNIFICATIVO SI/NO MEDIDA PREVENTIVA Biológico Fermentado de la soya - Microorganismos Patógenos. Si Limpieza semanal de los tanques(POES) Químico Con los Procedimien- -Detergente los Fermentado de la soya tanques Si -Residuo de drogas veterinarias tos Operacionales Estándares de Sanitización. Físico Fermentado de la soya -Objetos metálicos extraños -Objetos no Si Aplicación de BPM y POES en los equipos y personal. metálicos extraños Tabla 9: Análisis de riesgos y peligros en el proceso de fermentado de soya.
- 45. 35 ETAPA PELIGRO Filtrado de la soya cruda Filtrado de la soya cruda Filtrado de la soya cruda Biológico - Microorganismos Patógenos. Químico -Detergente en los filtradores SIGNIFICATIVO SI/NO Si Limpieza semanal del filtrador (POES). Si Aplicación de BPM y POES en los equipos y personal. No Mantenimiento preventivo de los equipos Físico -Objetos metálicos extraños MEDIDA PREVENTIVA Tabla 10: Análisis de riesgos y peligros en el proceso filtrado de la soya cruda ETAPA PELIGRO SIGNIFICATIVO SI/NO MEDIDA PREVENTIVA Biológico Cocción de soya -Bacterias -Estafilococos áureos Si Control de tiempo y temperatura Si Aplicación de BPM y POES en los equipos. Químico Cocción de soya -Detergente en el equipo. Físico -Objetos metálicos Cocción de soya extraños -Objetos no metálicos No Aplicación de BPM y POES en los equipos y personal. extraños Tabla 11: Análisis de riesgos y peligros en el proceso cocción de soya
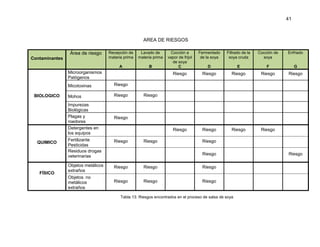
- 46. 36 ETAPA Enfriado de salsa de soya Enfriado de salsa de soya PELIGRO SIGNIFICATIVO SI/NO MEDIDA PREVENTIVA Si Limpieza diario en el área de enfriado (POES). Si Con los Procedimientos Operacionales Estándares de Sanitización. No Aplicación de BPM y POES en los equipos y personal. Biológico - Microorganismos Patógenos. Químico -Residuo de drogas veterinarias Físico Enfriado de salsa de soya -Objetos metálicos extraños -Objetos no metálicos extraños Tabla 12: Análisis de riesgos y peligros en el proceso de enfriado de sala de soya . En la siguiente tabla se muestra los riesgos encontrados en el proceso de producción de salsa de soya.
- 47. 41 AREA DE RIESGOS Contaminantes Recepción de materia prima Lavado de materia prima A Área de riesgo B QUIMICO FÍSICO Mohos Riesgo Cocción de soya Enfriado D E F G Riesgo Riesgo Riesgo Riesgo Riesgo Riesgo Riesgo Riesgo Impurezas Biológicas Plagas y roedores Detergentes en los equipos BIOLOGICO Filtrado de la soya cruda Riesgo Micotoxinas Fermentado de la soya Riesgo Microorganismos Patógenos Cocción a vapor de frijol de soya C Riesgo Riesgo Fertilizante Pesticidas Residuos drogas veterinarias Riesgo Objetos metálicos extraños Riesgo Riesgo Riesgo Objetos no metálicos extraños Riesgo Riesgo Riesgo Riesgo Riesgo Riesgo Tabla 13: Riesgos encontrados en el proceso de salsa de soya Riesgo
- 48. 42 Lo expuesto en las tablas de determinación de riesgos y peligros se determino que los factores potenciales de contaminación microbiológica en el proceso de producción de salsa de soya, están ligados a bacterias, toxinas y mohos, su presencia generalmente proviene de las materias primas o del mal manejo de la planta. En el caso específico de desarrollo de mohos, su contaminación podría derivarse en un riesgo químico, micotóxinas, un producto secundario del metabolismo del hongo. Los factores más importantes que influyen en el desarrollo y multiplicación del hongo y consecuentemente la formación de micotóxinas, es sin duda la humedad de los comestibles y la temperatura de almacenamiento. Identificación de los Puntos Críticos de Control (PCC) Una vez que el equipo HACCP identificó los posibles peligros y medidas preventivas de cada etapa del proceso, se procedió a identificar los puntos críticos de control. Un punto crítico de control (PCC) significa un punto, fase o procedimiento en el cual es necesario llevar a cabo una acción de control para prevenir, eliminar o reducir a un nivel aceptable un peligro relativo a la integridad higiénica y segura de un producto alimenticio. El número de puntos críticos de control encontrados en el proceso de salsa de soya, dependió básicamente de la formulación del producto (frijol de soya, trigo. sal y agua). Para analizar los puntos críticos de control, se siguió el siguiente esquema: a).-Se analizó el diagrama de flujo de proceso de fabricación de salsa de soya. b).-Se recopilaron y analizaron datos históricos del proceso. (Datos sobre accidentes, problemas, quejas, datos estadísticos, etc.)
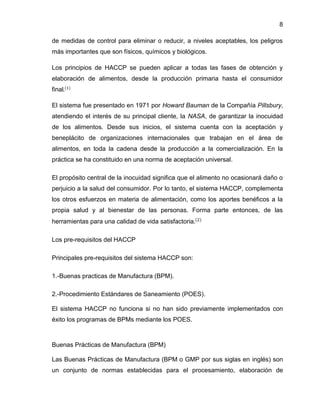
- 49. 43 c).-Se realizó una cuidadosa inspección de la planta en la fase de producción, en la limpieza y en los programas de mantenimiento. Para facilitar la identificación de los puntos críticos de control el equipo HACCP, se utilizo el árbol de decisión que a continuación se muestra en la Figura 2. ARBOL DE DECISIONES PARA PCC ¿Existen medidas preventivas? SI NO Modificar pasos en el proceso o producto Este control es necesario para la seguridad NO SI NO PCC Este paso fue específicamente diseñado para eliminar o reducir la ocurrencia de un peligro a un nivel aceptable PARE SI NO Podría producirse una contaminación con peligros identificado superior a los niveles aceptables o podrían estos aumentar a un nivel no aceptable. SI NO Una etapa subsecuente elimina los riesgos identificados o reduce la ocurrencia de los niveles aceptables SI NO PCC NO PCC PARE NO PARE Figura 2. Árbol de decisiones para puntos críticos de control. Punto Critico de Control ( PCC)
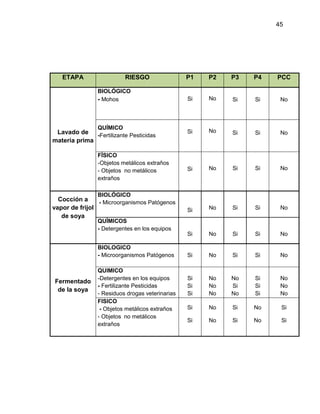
- 50. 44 En el árbol de decisiones de puntos críticos de control, fue necesario contestar una serie de preguntas en base al árbol de decisiones: Pregunta 1: Existe alguna (s) medida (s) preventiva (s) en esta etapa o en etapas subsecuentes del proceso para el riesgo o peligro indicado? Pregunta 2: ¿Esta etapa elimina o reduce la ocurrencia probable de un riesgo a niveles aceptables? Pregunta 3: ¿Puede ocurrir contaminación con riesgos identificados en excesos de niveles aceptables o pueden aumentar estos a niveles inaceptables? Pregunta 4: ¿Puede una etapa subsecuente eliminar los riesgos identificados o reducir la ocurrencia probable a niveles aceptables? En la siguiente tabla se muestra los datos obtenidos de las identificaciones de puntos críticos de control. ETAPA RIESGO P1 P2 P3 P4 PCC BIOLÓGICO -Micotoxinas - Mohos - Plagas y roedores Si Si No No Si Si Si No No Si Si No - No Recepción de QUÍMICO materia prima -Fertilizante Pesticidas FÍSICO -Objetos metálicos extraños - Objetos no metálicos extraños Si Si No No Si No Continua.
- 51. 45 ETAPA RIESGO BIOLÓGICO - Mohos QUÍMICO Lavado de -Fertilizante Pesticidas materia prima FÍSICO -Objetos metálicos extraños - Objetos no metálicos extraños P1 P2 P3 P4 PCC Si No Si Si No Si No Si Si No Si No Si Si No Si No Si Si No Si No Si Si No Si No Si Si No Si Si Si No No No No Si No Si Si Si No No No Si No Si No Si Si No Si No Si BIOLÓGICO Cocción a - Microorganismos Patógenos vapor de frijol de soya QUÍMICOS - Detergentes en los equipos BIOLOGICO - Microorganismos Patógenos Fermentado de la soya QUIMICO -Detergentes en los equipos - Fertilizante Pesticidas - Residuos drogas veterinarias FISICO - Objetos metálicos extraños - Objetos no metálicos extraños
- 52. 46 ETAPA RIESGO P1 P2 P3 P4 PCC Si Si No No Si Si Si Si No No Si No Si Si No Si Si No No No No Si Si No No Si No Si No Si QUIMICO - Detergentes en los equipos Si No No Si No BIOLOGICO - Microorganismos Patógenos Si No No Si No Si No Si No Si BIOLÓGICO - Mohos Filtrado de la soya cruda QUÍMICO -Fertilizante Pesticidas Cocción de soya Enfriado FÍSICO -Objetos metálicos extraños - Objetos no metálicos extraños BIOLOGICO -Microorganismos Patógenos QUIMICO - Residuos drogas veterinarias Tablas 14: Identificación de puntos críticos del proceso de salsa de soya. Árbol de decisión En la siguiente tabla se muestra los puntos críticos de control identificados en una línea de salsa de soya.
- 53. 47 Área de riesgo Lavado de materia prima A Contaminantes Recepción de materia prima B Cocción a vapor de frijol de soya C Fermentado de la soya Filtrado de la soya cruda Cocción de soya Enfriado D E F G Microorganism os Patógenos PCC Insectos y plagas BIOLOGICO Mohos PCC Impurezas Biológicas Plagas y roedores Detergentes en los equipos QUIMICO FÍSICO Fertilizante Pesticidas Residuos drogas veterinarias Objetos metálicos extraños Objetos no metálicos extraños PCC PCC PCC Tabla 15: Puntos Críticos de Control Identificados en una Línea de Proceso de Salsa de Soya
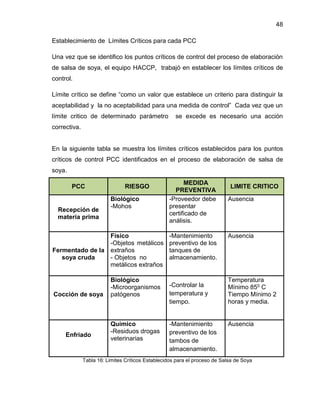
- 54. 48 Establecimiento de Límites Críticos para cada PCC Una vez que se identifico los puntos críticos de control del proceso de elaboración de salsa de soya, el equipo HACCP, trabajó en establecer los límites críticos de control. Límite crítico se define “como un valor que establece un criterio para distinguir la aceptabilidad y la no aceptabilidad para una medida de control” Cada vez que un límite critico de determinado parámetro se excede es necesario una acción correctiva. En la siguiente tabla se muestra los límites críticos establecidos para los puntos críticos de control PCC identificados en el proceso de elaboración de salsa de soya. PCC Recepción de materia prima RIESGO Biológico -Mohos Físico -Objetos metálicos Fermentado de la extraños soya cruda - Objetos no metálicos extraños Cocción de soya Enfriado Biológico -Microorganismos patógenos Químico -Residuos drogas veterinarias MEDIDA PREVENTIVA -Proveedor debe presentar certificado de análisis. -Mantenimiento preventivo de los tanques de almacenamiento. -Controlar la temperatura y tiempo. -Mantenimiento preventivo de los tambos de almacenamiento. LIMITE CRITICO Ausencia Ausencia Temperatura Mínimo 850 C Tiempo Mínimo 2 horas y media. Ausencia Tabla 16: Limites Críticos Establecidos para el proceso de Salsa de Soya
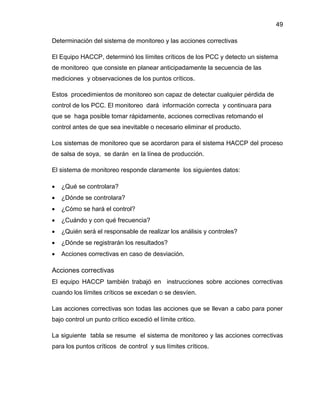
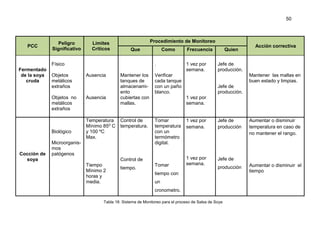
- 55. 49 Determinación del sistema de monitoreo y las acciones correctivas El Equipo HACCP, determinó los límites críticos de los PCC y detecto un sistema de monitoreo que consiste en planear anticipadamente la secuencia de las mediciones y observaciones de los puntos críticos. Estos procedimientos de monitoreo son capaz de detectar cualquier pérdida de control de los PCC. El monitoreo dará información correcta y continuara para que se haga posible tomar rápidamente, acciones correctivas retomando el control antes de que sea inevitable o necesario eliminar el producto. Los sistemas de monitoreo que se acordaron para el sistema HACCP del proceso de salsa de soya, se darán en la línea de producción. El sistema de monitoreo responde claramente los siguientes datos: ¿Qué se controlara? ¿Dónde se controlara? ¿Cómo se hará el control? ¿Cuándo y con qué frecuencia? ¿Quién será el responsable de realizar los análisis y controles? ¿Dónde se registrarán los resultados? Acciones correctivas en caso de desviación. Acciones correctivas El equipo HACCP también trabajó en instrucciones sobre acciones correctivas cuando los límites críticos se excedan o se desvíen. Las acciones correctivas son todas las acciones que se llevan a cabo para poner bajo control un punto crítico excedió el límite critico. La siguiente tabla se resume el sistema de monitoreo y las acciones correctivas para los puntos críticos de control y sus límites críticos.
- 56. 50 PCC Peligro Significativo Limites Críticos Procedimiento de Monitoreo Que Físico Fermentado de la soya cruda . Objetos metálicos extraños Ausencia Objetos no metálicos extraños Ausencia Biológico Cocción de soya Como Temperatura Mínimo 850 C y 100 ºC Max. Mantener los tanques de almacenamiento cubiertas con mallas. Tomar temperatura con un termómetro digital. Microorganismos patógenos tiempo. Quien Acción correctiva Jefe de producción. Mantener las mallas en buen estado y limpias. Jefe de producción. 1 vez por semana. Control de Tiempo Mínimo 2 horas y media. 1 vez por semana. Verificar cada tanque con un paño blanco. Control de temperatura. Frecuencia Tomar 1 vez por semana. Jefe de producción 1 vez por semana. Jefe de producción tiempo con un cronometro. Tabla 18: Sistema de Monitoreo para el proceso de Salsa de Soya Aumentar o disminuir temperatura en caso de no mantener el rango. Aumentar o disminuir el tiempo
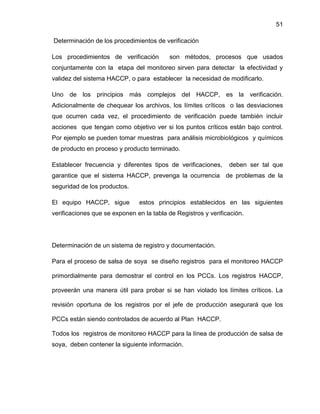
- 57. 51 Determinación de los procedimientos de verificación Los procedimientos de verificación son métodos, procesos que usados conjuntamente con la etapa del monitoreo sirven para detectar la efectividad y validez del sistema HACCP, o para establecer la necesidad de modificarlo. Uno de los principios más complejos del HACCP, es la verificación. Adicionalmente de chequear los archivos, los límites críticos o las desviaciones que ocurren cada vez, el procedimiento de verificación puede también incluir acciones que tengan como objetivo ver si los puntos críticos están bajo control. Por ejemplo se pueden tomar muestras para análisis microbiológicos y químicos de producto en proceso y producto terminado. Establecer frecuencia y diferentes tipos de verificaciones, deben ser tal que garantice que el sistema HACCP, prevenga la ocurrencia de problemas de la seguridad de los productos. El equipo HACCP, sigue estos principios establecidos en las siguientes verificaciones que se exponen en la tabla de Registros y verificación. Determinación de un sistema de registro y documentación. Para el proceso de salsa de soya se diseño registros para el monitoreo HACCP primordialmente para demostrar el control en los PCCs. Los registros HACCP, proveerán una manera útil para probar si se han violado los límites críticos. La revisión oportuna de los registros por el jefe de producción asegurará que los PCCs están siendo controlados de acuerdo al Plan HACCP. Todos los registros de monitoreo HACCP para la línea de producción de salsa de soya, deben contener la siguiente información.
- 58. 52 Titulo del formulario. Nombre de la compañía Fecha y Hora. Identificación del producto Medidas u observaciones Limites críticos Firmas o iniciales del operador Firmas o iniciales del que revisa el registro Fecha de revisión. A continuación la se muestra la tabla de registros y verificación que establece cuales registros se han diseñado para el control de los PCCs.
- 59. 51 PCC Recepción de materia prima Peligro Biológico -Mohos Físico -Objetos metálicos Fermentado de extraños la soya cruda - Objetos no metálicos extraños Cocción de soya Enfriado Biológico Microorganis mos patógenos Químico -Residuos drogas veterinarias Limite Critico Ausencia Ausencia Monitoreo Certificado de Análisis. Registro Registro de la revisión del certificado de Resultados de análisis análisis cada 3 meses Inspección Visual Reporte de supervisión de novedades con firma responsable Temperatura Mínimo 850 C y 100 ºC Max. Control de Tiempo Mínimo tiempo y temperatura. 2 horas y media. Ausencia Inspección Visual Registros de los análisis de los resultados Reporte de supervisión de novedades con firma responsable. Verificación Frecuencia Revisión de los registros de los análisis realizados Quincenal Revisión del reporte de novedades Mensual Revisión si el registro fue revisado por la persona responsable Mensual Revisión del reporte de novedades Mensual Tabla 19: registro de verificación del proceso de salsa de soya.
- 60. 52 V.3 Interpretación Desde hace ya varios años la industria de alimentos, ha reconocido el Análisis de Riesgos y Control de Puntos Críticos, mejor conocido por su sigla en inglés: HACCP, como un medio efectivo y racional de asegurar la inocuidad alimentaria desde la cosecha hasta el consumo. El método se basa en prevenir antes que en corregir los problemas y se apoya en siete principios. En la actualidad el sistema HACCP, es un requisito imprescindible en las empresas que procesan y elaboran productos alimenticios. Unos de los principales beneficios de la inocuidad alimentaria son: Protección a la salud del consumidor Prevención de fallas en cuanto a inocuidad alimentaria Fallas de personal, evita problemas legales Tomar en cuenta programas pre-requisito Protección para la empresa Mejora en la calidad del producto Reducir peligros Ventajas competitivas Empleados motivados y fortalecidos Por tal motivo la empresa El Granero Representaciones y distribuciones S.A. de C.V. se halla obligada a implementar el sistema de análisis de peligros y puntos críticos de control (HACCP) en una línea de producción de salsa de soya para brindar inocuidad, calidad y satisfacción al cliente. Este sistema ase que se cumplan los procesos de producción, especificaciones, procedimiento entre otros.
- 61. 53 VI. CONCLUSIÓNES 1. Los puntos críticos de control para una línea de producción de salsa de soya son básicamente la recepción de las materias primas, fermentado de soya, la cocción de soya y enfriado. Por lo tanto gran parte de los esfuerzos deben estar dirigidos a su control, y en el caso de darse una desviación se debe contar con procedimientos inmediatos para tomar acciones correctivas respecto al producto no conforme de manera tal que sea separado, rechazado, etc. del producto en buen estado. 2. Que el fabricante debe conocer las debilidades de su proceso, tener personal entrenado y concientizarlo de la importancia del cumplimiento del plan HACCP, así como también debe hacer extensible su preocupación y control a todos sus proveedores para que asuman su responsabilidad profesional en el manejo de las materias primas. Para esto los procedimientos de verificación desarrollados deben ser claros y llevarse constantemente, a fin de servir de soporte al mejoramiento del proceso y tener una fiabilidad al 100 %. 3. Que para el mantenimiento del plan HACCP, es de suma importancia el apoyo incondicional de los oficiales más importantes de la compañía, tales como los dueños, los directivos y el Gerente General. Sin este apoyo el HACCP no será una prioridad ni se implementará efectivamente, por tanto son los directivos quienes deben proveer los recursos y trasmitir a su personal, la importancia del sistema HACCP. 4. Finalmente se concluye que la inocuidad del producto de salsa de soya, se asegura únicamente con la correcta implementación de las BPM, POES, la estricta verificación del plan HACCP y con la constante capacitación del
- 62. 54 BIBLIOGRAFIA: La siguiente bibliografía se encuentra en el orden de aparición de los capítulos. 1.- SAGPyA (2005) “Análisis de Peligros y Puntos Críticos de Control (HACCP) Boletín de difusión Programa Calidad de los Alimentos Argentinos.” Dirección de Promoción de la Calidad Alimentaria. Recuperado el 23 de abril del 2011. http://www.alimentosargentinos.gov.ar/programa_calidad/calidad/boletines/bolet_b pm.PDF 2.- Magno, Meyhuay. (2005) “El Sistema HACCP. Detección de Puntos Críticos.” Experiencias en el país. Recuperado el 20 de abril del 2011. http://bpa.peru-v.com/haccp.htm#El_sistema_haccp 3.- SAGPyA (2005) “Análisis de Peligros y Puntos Críticos de Control (HACCP) Boletín de difusión Programa Calidad de los Alimentos Argentinos” Dirección de Promoción de la Calidad Alimentaria. Recuperado el 23 de abril del 2011. http://www.alimentosargentinos.gov.ar/programa_calidad/calidad/boletines/bolet_b pm.PDF 4.- Manuel, R. (2006) POES – Prácticas Operativas Estandarizadas Sanitarias Programa de Seguridad de ENTOLUX. Recuperado el 15 de abril del 20011. http://www.entolux.com.ar/page.php?id=64 5.- Brenes, C. (2002) “Curso de capacitación en HACCP y estándares de aseguramiento de calidad” Manual y taller impartido en el Tecnológico de Monterrey recuperado el 5 de mayo del 2011. http://www.docstoc.com/docs/3177554/Curso-Taller-de-Capacitaci%C3%B3n-enHACCP-y-Est%C3%A1ndares-de-Aseguramiento
- 63. 55 6.- Benavides, C. (2005) “Principios Generales del HACCP” Recuperado el 15 de mayo 2011. http://www.hvsa.es/documentos/Principios_HACCP.pdf 7.- Michanie, S. (Diciembre 2002) “Sistema HACCP.” El viaje que nos cambio la vida. Recuperado el 14 de mayo del 2011 http://www.bpm-haccp.com.ar/index_archivos/pdf/Sistema-HACCP.pdf
- 64. 56 ANEXOS
- 65. 57 ANEXO A.- CAPACITACIÓN AL PERSONAL DEL SISTEMA DE ANÁLISIS PELIGROS Y PUNTOS CRÍTICOS DE CONTROL (HACCP). Imagen 1: En las dos fotografías se muestra la capacitación al personal del área de salsa de soya
- 66. 58 ANEXO B.- COCCIÓN A VAPOR DE FRIJOL DE SOYA Imagen 2: La fotografía muestra los tanques de cocción a vapor de frijol de soya. ANEXO C.-TOSTADO DE TRIGO Imagen 3: la fotografía se muestra el tostador de trigo.
- 67. 59 ANEXO D.- MOLIDO DE TRIGO Imagen 4: En la fotografía se muestra el triturado de trigo. ANEXO E.- MEZCLADO Imagen 5: En la fotografía se muestra el mezclado de frijol de soya cocido con trigo molido
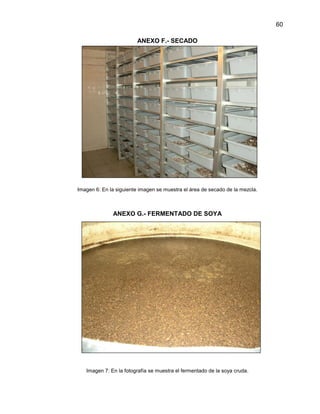
- 68. 60 ANEXO F.- SECADO Imagen 6: En la siguiente imagen se muestra el área de secado de la mezcla. ANEXO G.- FERMENTADO DE SOYA Imagen 7: En la fotografía se muestra el fermentado de la soya cruda.
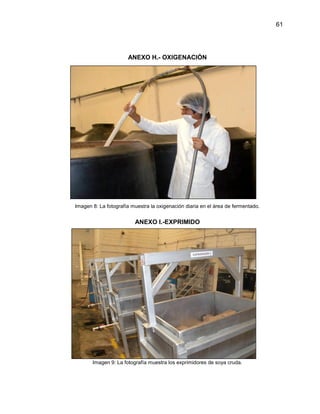
- 69. 61 ANEXO H.- OXIGENACIÓN Imagen 8: La fotografía muestra la oxigenación diaria en el área de fermentado. ANEXO I.-EXPRIMIDO Imagen 9: La fotografía muestra los exprimidores de soya cruda.
- 70. 62 ANEXO J.- COCCION DE SOYA Imagen 10: En la fotografía se muestra la cocción de la salsa de soya. ANEXO K.-TRASPORTE Y DISTRIBUCIÓN (PRODUCTO FINAL). Imagen 11: En la fotografía se muestra el producto final (salsa de soya).
- 71. 63 ANEXO N: HOJA DE SEGURIDAD DE SALSA DE SOYA EL GRANERO Distribuciones y Representaciones S.A. de C. V. Calle Sur 5463 Col Estanzuela. Monterrey NL. Tels: 81-04--06-01 Fax 81-04-06-02 e-mail : [email protected] R.F.C.: GDR-831101-QD4 HOJA DE SEGURIDAD DE SALSA DE SOYA I.IDENTIFICACION: Nombre del fabricante: El Granero Distribuciones y Representaciones S.A. de C.V. calle sur 5463 col. Estanzuela 64988 Monterrey NL. (01) 81-04-06-01 Salsa de soya Dirección: Código postal: Teléfono: Nombre del producto: II. INFORMACION DE PELIGROS A LA SALUD No causa daños a la salud ni al medio ambiente debe conservarse en un lugar fresco y dentro del envase. Principales componentes peligrosos N/A III. DATOS FISICOS Punto de ebullición (ºC) Apariencia: Olor: Presión de vapor: N/A Liquido color café caramelo Dulce y apetitoso N/A IV. MEDIDAS DE PRIMEROS AUXILIOS Contacto con los ojos: Contacto con la piel: Inhalación: Ingestión: Servicio de primeros auxilios: Indicaciones para el médico: Peligros a la salud: Condiciones medicas generales agravadas por exposición: Enjuagar con abundante agua Lavar con jabón y agua si es necesario No se necesita tratamiento en Circunstancias normales N/A N/A Ninguno N/A No se reportan efectos por exposición en
- 72. 64 humanos V. MEDIDAS DE LUCHA CONTRA INCENDIOS Medida de lucha contra incendios: N/A VI.MEDIDAS EN CASO DE DERRAME ACCIDENTAL: Precauciones personales: Precauciones ambientales: Métodos de limpieza: En presencia de plantas de agua contaminada puede ser resbaladizo. N/A Limpiar el derrame con una toalla Lavar el área manchada con jabón. VII. MANIPULACION Y ALMACENAMIENTO: Manipulación: Almacenamiento: Evitar polvo excesivo El área de trabajo debe mantenerse libre de polvo acumulado y fuentes de contaminación. Recomendable Buenas Prácticas de Manufactura. Almacenar el producto en un lugar fresco. VIII. CONTROLES DE EXPOSICIÓN / PROTECCIÓN PERSONAL. Exposición de normas: Controles de ingeniería: Equipo de protección Demandas educativas N/A N/A N/A Instrucción en el uso de este producto y el conocimiento de esta ficha de datos. IX. ESTABILIDAD Y REACTIVIDAD Condiciones para evitar: Estabilidad: Productos de descomposición peligrosos. N/A No presenta peligro significativo de reactividad. Ninguno.
- 73. 65 X. INFORMACIÓN TOXICOLÓGICA. El contacto con los ojos puede causar una leve irritación transitoria. No se conoce efectos tóxicos en condiciones normales de los vapores de este. XI. INFORMACIÓN ECOLÓGICA Este producto no es peligroso para el medio ambiente con respecto a la movilidad, persistencia y degradabilidad, potencial de bioacumulables, toxicidad acuática y otros datos relativos al ecotoxicidad. XII. CONSIDERACIONES SOBRE LA ELIMINACIÓN. Este producto no se considera un residuo peligroso. Un método seguro de eliminación es Su empleo como fertilizante. XIII. INFORMACIÓN SOBRE EL TRANSPORTE No se clasifica como producto peligroso en el sentido de las regulaciones del transporte. XIV. OTRA INFORMACIÓN Esta información se refiere únicamente al producto especifico designado y no puede ser válida en combinación con otros materiales dicho información es conocimiento de la empresa. Elaborado por: El Granero Distribuciones y Representaciones S.A de C.V. Fecha: 05-10-11 MM/DD/YY Abreviaciones usadas: N/D No determinada N/E No establecida N/A No aplicable N/T Nivel de toxicidad La información contenida aquí es, hasta donde nosotros sabemos, confiable y exacta. Las condiciones de uso están más allá del control de EL GRANERO DISTRIBUCIONES Y REPRESENTACIONES S.A. DE C.V. y por lo tanto
- 74. 66 los usuarios son responsables de verificar estos datos bajo sus propias condiciones de operación. El usuario asume todos los riesgos de uso, manejo y disposición del producto. Por lo cual, EL GRANERO DISTRIBUCIONES Y REPRESENTACIONES S.A. DE C.V. no asume responsabilidad por daños incurridos en el uso de este material. Esta información se relaciona únicamente con el producto descrito aquí, y no se relaciona a su uso en combinación con cualquier otro material o proceso.
- 75. 67