
Preprint
Review
Water Footprint Reduction in Oil and Gas Refineries through Water Reuse: A Systematic Review
Altmetrics
Downloads
201
Views
84
Comments
0

This version is not peer-reviewed
Submitted:
17 May 2024
Posted:
20 May 2024
You are already at the latest version
Alerts
Abstract
Oil and gas refineries are highly water-intensive industrial settings, with effluent containing a significant level of pollution stemming from diverse organic and inorganic compounds. Besides adhering to discharge standards for industrial effluent, incorporating treated oil refinery effluent (ORE) into the production cycle can play a pivotal role in curbing water consumption. In recent years, there has been research into different approaches to reclaiming ORE. Yet, selecting treatment methods that are technically, economically, and environmentally effective is crucial to preventing resource waste. Therefore, this study aimed to examine the last two decades of literature on methods and technologies used for ORE treatment. Based on the inclusion criteria, the final screening included 82 studies, with acceptable agreement assessed using Cohen's inter-examiner kappa equal to 0.86. The included studies were of biological treatment (n = 27), physicochemical processes (n = 12), advanced purification processes (n = 16), membrane-based technologies (n = 15), and green technologies (n = 13). This comprehensive review showed that the advanced membrane-based techniques are effective in the removal of pollutants from ORE for several reasons, such as reducing the consumption of chemicals, high efficiency, and ease of setup and maintenance. However, combined methods with a focus on membrane-based processes (e.g. UF-RO) are the most promising options for the reclamation of ORE. Since some effluent treatment methods require the use of chemicals and energy to run, future research should focus on environmentally friendly methods and the use of renewable energy.
Keywords:
Subject: Engineering - Other
1. Introduction
Sustainable water resources management, as a solution to address major concerns about water scarcity, maintaining sustainable growth in societies, and also the aim of creating ecological balance, is considered one of the important principles for achieving the Sustainable Development Goals (SDGs) (Hashemi et al., 2020; Issaoui et al., 2022). Moreover, water shortages along with increasing water demands, rapid demographic growth, the industrialization process, and rapid urbanization pose a great threat to future generations (Karimidastenaei et al., 2022; Kummu et al., 2010; Macedonio et al., 2012). One of the solutions to conserve freshwater resources is the use of unconventional water resources (UWRs) as an emerging opportunity to solve water resource constraints, especially in water-intensive industries in arid and semi-arid regions, and subsequently overcome water scarcity (Gosling & Arnell, 2016; Yazdandoost et al., 2021). Unconventional water resources often require a series of advanced treatment processes, depending on the purpose of their use. Due to the limited access to freshwater resources (1% of the 2.5% of the planet's freshwater) and also the expensive costs of providing and treating freshwater and applying strict environmental regulations such as a green tax on effluent discharge, are reasons that encourage water-intensive industries such as oil refineries to supply part of their water consumption by using effluent reclamation treatment as a UWR. This can lead to the conservation of water resources and the reduction of freshwater consumption in refinery industries (Hashemi et al., 2022; Moser et al., 2018). Applying an appropriate and affordable treatment method not only provides an economical solution for the reclamation of oil refinery effluent but also alleviates water pollution and its human-related and consequent ecosystem challenges (Obotey, Ezugbe, & Rathilal, 2020). In the last two decades, several attempts have been made to introduce different oil refinery effluent reclamation technologies. Reclamation techniques are mainly based on biological treatment, physicochemical techniques, membrane-based processes (e.g., ultrafiltration, nanofiltration, reverse osmosis, etc.), coagulation either electrically or chemically, use of ion exchange systems, and hybrid systems including membrane-based processes in combination with ion exchange systems (Hashemi et al., 2020; Jasim & AlJaberi, 2023a; Parikh & Mazumder, 2015; Pintar et al., 2001; Valverde et al., 2006). Nowadays, the use of hybrid systems for the reclamation of industrial effluent with a focus on membrane-based processes has attracted many researchers (Bhattacharya et al., 2013; Nadjafi et al., 2018). Numerous studies show that the membrane separation process is considered one of the main applied technologies for the reclamation of oil refinery effluent (Al-Nidawi, 2022; Ezugbe, 2021; Norouzbahari et al., 2009). Compared to other conventional methods of industrial effluent treatment, membrane technology has the best prospects in effluent reclamation for several reasons, such as cost-effectiveness, a lower requirement of space and chemicals, and the high removal of suspended solids, colloids, and microorganisms (Jeong et al., 2017; Judd, 2016; Obotey Ezugbe & Rathilal, 2020). On the contrary, dependence on environmental conditions such as temperature, oxygen level, variety of feed composition, and membrane scaling and fouling are among the disadvantages of membrane-based purification processes (Hashemi et al., 2020). Nevertheless, due to the variety of organic and mineral pollutants, the discharge of oil refinery effluent without meeting environmental standards is a serious threat to the environment and public health (Hashemi et al., 2022). Therefore, treating these effluents is a necessity, and reusing this treated effluent and returning water to the production and refining cycle, in addition to reducing freshwater consumption in refineries, will also help reduce environmental risks (Hashemi et al., 2023). We refrained from assessing studies focusing on traditional methods and procedures employed in oil refinery treatment plants, encompassing physical, chemical, and biological treatment of raw wastewater from various units, as it exceeded the scope of our study. Thus, through the integration of previous literature via a systematic review, this paper seeks to examine diverse effluent reclamation processes in oil refineries and select the most appropriate method considering technical, economic, and environmental aspects. Focusing on ORE treatment methods with the aim of reuse for various purposes is one of the interesting features that differentiates it from other studies.
2. Methods
2.1. Search Strategy
This systematic review was carried out to compile all available literature considering oil refinery effluent reclamation, focusing on the possible and/or potential applied methods and technologies that have been reported so far. The purpose of this study was to introduce, classify, and compare the used processes to give an outline for deriving the best option(s) for more detailed evaluations concerning the reclamation of oil refinery effluent from experimental to full scale. The study was carried out according to the PRISMA criteria and preferred reporting items for systematic reviews (Sarmadi et al., 2020), and the flow chart is shown in Figure 1. The research was conducted between September 2023 and December 2023, and the databases searched to find the relevant articles were ELSEVIER (Scopus, Science Direct), SPRINGER, IWA, Taylor & Francis, and Taylor & Francis during the last two decades (from January 2002 to September 2023), and the literature searches were finalized on September 3rd, 2023. Using Advanced Search Builder, we have filtered only research articles published in English and selected the following keywords in the title and abstract: oil/petroleum refinery and effluent reclamation; oil/petroleum refinery and effluent recovery; oil/petroleum refinery and effluent reuse; oily effluent treatment and integrated processes; oil/petroleum refinery effluent treatment. The search terms used were used to combine keywords using Boolean operators, including "OR" and "AND," to match the various terms relevant to our review.
2.2. Study Inclusion and Exclusion Criteria
The inclusion criteria included peer-reviewed publications in empirical and lab-scale on the various methods and processes of reclamation of oil refinery effluent, which were published in English. Exclusion criteria included reviews, guidelines, books, studies that were inaccessible in the full text, and studies not published between June 2002 and September 2023. In addition, the studies that were only conducted on the quantitative and qualitative characteristics of the oil refinery effluent and no treatment process was performed on them were excluded from the study. The four-step flow diagram in Figure 1 illustrates the number of studies that were included during the collection process based on inclusion and exclusion criteria.
3. Results
3.1. Background Data on the Included Studies in the Reclamation of Oil and Gas Refinery Effluent
In this study, based on a systematic search of the databases and additional resources, 2084 articles were identified, and 770 duplicate articles were removed, leaving 1314 articles. After screening the titles and abstracts, 1186 articles were excluded, leaving 128 articles. During the full-text screening of the selected articles (128 articles), 82 articles remained, and 36 articles were excluded.
3.2. Scattered Distribution of Literature
Figure 2, Figure 3, and Figure 4 show the distribution of studies conducted in the field of oil refinery effluent treatment by continents, countries, and different years. The continents of Asia (n = 44) and America (n = 19) have the most studies in the field of oil effluent treatment according to the criteria considered for entering the study between 2003 and 2023 (Figure 2). Among the 21 countries involved in this study, five countries, including Iran (n = 13 studies), Iraq (n = 11 studies), Brazil (n = 10 studies), India (n = 7 studies), and China (n = 7 studies), conducted the most investigations on the experimental and laboratory scales on the reclamation of oil refinery effluents. On the contrary, countries such as the UAE, Algeria, Egypt, Indonesia, Portugal, and Russia each had only conducted one study on the processes of treating petroleum effluent (Figure 3). The findings of the present study showed that during the last decade (between 2013 and 2023), more studies have been conducted than in the previous decade (2003 to 2012). Most studies were conducted in 2021 (n = 11 studies) and 2020 (n = 10 studies), and the fewest studies (1 study) were conducted between 2003 and 2008 (Figure 4).
3.3. Oil and Gas Refinery Effluent Treatment Method
The oil and gas refinery effluent treatment processes were classified into five groups depending on the type of target pollutants to be removed from the effluent stream (Figure 5). The investigated methods include biological treatment methods (n = 27 studies), advanced purification processes (n = 16 studies), membrane-based treatment processes (n = 15 studies), green technologies (n = 13 studies), and physicochemical processes (n = 12 studies).
4. Discussion
In this systematic review, our objective was to analyze recent literature concerning contemporary methods for reclaiming oil refinery effluent. These methods serve purposes such as water reuse and recycling across various units or ensuring compliance with effluent discharge standards to mitigate environmental risks.
4.1. Water Consumption in an Oil Refinery
Oil and gas refineries are one of the most important industrial process plants that refine petroleum into a wide range of different products (Liu et al., 2017b). The refining process uses a considerable volume of water. The water consumption rates a refinery uses largely depend on the types of processes that are performed. Approximately 246-340 L of water is needed for every barrel of crude oil. The lowest and highest amount of water is used in jet fuel refining units (0.09 gallons of water) and cooling towers to provide makeup water (50% of refinery water consumption), respectively (Hashemi et al., 2020). The efficiency and management of operations in an oil refinery are to ensure the correct management of water consumption in different units. Effluent from various units can be treated for standard use or reuse, which in the long run saves a significant amount of costs related to freshwater supply (Arabzadeh et al., 2023).
4.2. Oil and Gas Refinery Effluent Treatment Methods
Depending on the nature and characteristics of the pollutants, different reclamation methods have been applied for the treatment of oil refinery effluent. Generally, oil refinery effluent treatment is handled by biological treatment, membrane filtration techniques, and advanced treatment processes (Figure 5). In biological treatment systems, anaerobic and aerobic units may be applied in the form of a secondary treatment process as a hybrid system or individually (Passos et al., 2014). According to the presence of biodegradable organic compounds in oil refinery effluent, either biological or chemical systems can be applied as a secondary treatment. An anaerobic unit is utilized initially in effluent treatment systems to eliminate organic load when dealing with substantial amounts of organic compounds, followed by an aerobic unit (refer to Table 1). However, the presence of non-biodegradable compounds, recalcitrant compounds, and metals in oil refinery effluent poses significant challenges as these substances cannot be easily decomposed or removed through the aforementioned processes. Consequently, advanced treatment processes are necessary to meet discharge standards or enable the reuse of effluent for various purposes. These methods primarily involve membrane-based processes, either in hybrid configurations or separately, as outlined in Table 2.
4.3. Biological Treatment
Considering the variety of organic compounds such as COD, BOD, hydrocarbons, oil, and grease, it is necessary to use biological treatment methods to remove organic compounds from the oil refinery effluent. Among the biological treatment methods for the reclamation of oil and gas refinery effluents are bioremediation (use of microorganisms or microbial processes), biological absorption (use of plants and other adsorbents), membrane bioreactors, and aerobic and anaerobic reactors (Alkmim et al., 2017; Dong et al., 2016; Mallick & Chakraborty, 2017; Musa & Suleiman, 2015; Rajasulochana et al., 2009; Wuyep et al., 2007). Some studies that used biological methods for the reclamation of ORE are listed in Table 1.
4.3.1. Bioremediation and Biosorption
Bioremediation and biosorption are increasingly attracting attention for the treatment of industrial effluent, particularly oil refinery effluent, due to their capacity for photosynthesis, the generation of valuable products such as biofuels, and nutrient removal (Jamal & Pugazhendi, 2018). Additionally, utilizing plants (phytoremediation) as biosorbents to remove pollutants from oil refinery effluent is recognized as an environmentally safe and cost-effective method (Parikh & Mazumder, 2015). The presence of metals in discharged effluents from oil refineries is a notable health concern, potentially leading to environmental hazards if discharge standards are not met (Hashemi et al., 2018). One of the methods of removing them is their biological absorption from the effluent stream. Some inexpensive adsorbents, including skin, chitosan, xanthate, zeolite, clay, peat moss, algae, dead biomass, etc., have shown high adsorption capacity for some pollutants, such as metals (Bailey et al., 1999; Ismail & Beddri, 2009). For example, the results of the bioremediation of metals such as Cr, Mn, Fe, Ni, Cu, and Pb from the oil refinery effluent by calcium alginate-immobilized mycelia of Polyporus squamosus in a stirring bioreactor indicated a significant reduction of metals in pH 4-6 from the oil refinery effluent (Wuyep et al., 2007). The examination of various literature sources revealed that the application of bioremediation and biosorption methods can significantly impact the elimination of pollutants from oil refinery effluents. These studies encompass a range of techniques, including the use of Scenedesmus obliquus microalgae to remove organic pollutants like COD and BOD, the utilization of water hyacinth and Azolla plants for heavy metal reduction via phytoremediation, the absorption of selenocyanate (SeCN) facilitated by Indian mustard (Brassica juncea) and musk grass (Chara canescens), the employment of photosynthetic bacteria such as Rhodopseudomonas and Pseudomonas under varying light intensities to eliminate organic pollutants like SCOD and NH4+-N, the degradation of toxic organic pollutants such as phenols and PAHs using the tyrosinase enzyme derived from different microbial strains, and the synergistic action of microalgae and bacteria in reducing organic compounds using biocathode cells (Ashwaniy et al., 2020; Foureaux et al., 2021; Imam et al., 2021; Osuoha et al., 2019; Rajasulochana et al., 2009; Sun et al., 2022).
4.3.2. Membrane Bioreactor System
One of the compounds present in refinery effluents is the presence of phosphorus and nitrogen compounds such as ammonia in high concentrations, which can lead to a challenge called the nitrification process if discharge standards are not met. One of the methods to remove these compounds from the refinery effluent is the use of a membrane bioreactor (MBR) system, which, in addition to reducing other compounds such as COD, BOD, TP, turbidity, color, phenol, and oil and grease, can reduce nitrogen compounds, especially ammonia, below the output standard (Alkmim et al., 2017; Cerqueira et al., 2013). The MBR system, in combination with other processes, is capable of reducing recalcitrant organic pollutants in oil refinery effluents. Oliveira et al. used a photocatalytic membrane reactor (PMR) coupled with MBR for the removal of recalcitrant organics from oil refinery effluent. The results of this research showed that the use of synthesized titanium dioxide nanoparticles (TiO2) as a catalyst can decompose the resistant organic compounds in the effluent of the MBR system with a 60% efficiency, whose removal efficiency can be significantly increased by UV radiation. Furthermore, the membrane resistance when a catalyst was used was much higher than that of commercial membranes without a catalyst (de Oliveira et al., 2020). Based on the results of Santos et al.'s study, the preventive use of cationic polyelectrolytes leads to the improvement of sludge filterability as well as the reduction of membrane fouling caused by the accumulation of oil and grease in the bioreactor membrane during the regeneration of refinery effluents (Santos et al., 2021). Also, various other strategies at the laboratory scale for cleaning MBR used in oil refinery effluent treatment, including the use of cleaning agents such as sodium percarbonate, dodecyl sulfate, citric acid, oxalic acid, and sodium hypochlorite in different concentrations, temperatures, and pH, were evaluated. Especially, oxalic acid (pH = 2.5) followed by NaOCl at a concentration of 5000 ppm more effectively removed organic and mineral deposits and subsequently increased the permeability at 40°C by 92.7% (Lebron et al., 2021).
4.3.3. Up-Flow Anaerobic Sludge Blanket (UASB) Reactor
One of the methods of biological treatment of refinery effluents is the use of an anaerobic sludge reactor with flow (UASB), which can remove organic and resistant compounds from the effluent. These reactors, if combined with other processes, can increase the efficiency of removing pollutants from the effluent (Rastegar et al., 2011). In a new method using a UASB reactor and an aerobic-bed biofilm reactor (PBBR) in the form of an anaerobic-aerobic hybrid system, Nasirpour et al. investigated the potential of biodegradation of hydrocarbons in oil refinery effluents, and the results indicate an 82% reduction of COD and complete removal of PAH (Nasirpour et al., 2015).
4.3.4. Sequential Batch Reactor (SBR)
Among the other reactors for reducing the pollutants in the oil refinery effluent, it can mention the sequential batch reactor (removal of phenol), expanded bed bioreactor (for the nitrification process), sequential moving bed reactor (removal of phenol, sulfide, hydrocarbon, and ammonia-nitrogen), biologically activated carbon (BAC) system (for removing PAHs and aliphatic hydrocarbons), batch biological reactor (removal of COD, BOD, and acute toxicity), and anaerobic biofilm reactor (AnBR) (Akhidime, 2009; W. Al Hashemi et al., 2015; Dong et al., 2016; Mallick & Chakraborty, 2017; Sarathy et al., 2002).
4.3.5. Other Biological Processes
One of the methods of researchers' interest in the reclamation of refinery effluents is the use of microbial fuel cells (MFC), which, in addition to removing some organic compounds (COD), are also used to produce electrical energy. The results of a study using the MFC method showed that by increasing the hydraulic retention time (HRT) by 55.6 mW/m2, energy production, and COD removal increased by 87% (Kadivarian et al., 2020). The use of biosurfactants with characteristics such as biodegradability, biocompatibility, and user-friendliness due to low toxicity is very useful for removing organic pollutants, reducing sludge volume, and increasing sludge sedimentation properties in the activated sludge process (Alexandre et al., 2016).
4.4. Membrane-Based Processes
Over the past two decades, membrane-based processes have proven to be extremely effective in removing and reducing pollutants from the aquatic medium, including effluent. Some studies that used membrane-based methods for reclamation of ORE are listed in Table 2. The main advantages of membrane-based processes are selectivity, no phase change operation, affordability, a smaller footprint, and ease of set-up and maintenance (Moser et al., 2018; Ramachandran & Sathishkumar, 2023). Membrane-based processes are pressure-driven, and several types, including microfiltration, ultrafiltration, nanofiltration, and reverse osmosis, have been employed in the water and effluent reclamation processes (Hashemi et al., 2020). The review of the literature related to the application of membrane-based technologies in refinery effluent treatment showed that these processes are often used to recycle and reuse the treated effluent for applications such as providing makeup water for cooling towers and desalination units. Based on the characteristics of the effluent, membrane processes have been utilized individually, in conjunction with each other, and occasionally in hybrid configurations with non-membrane processes (Hashemi et al., 2023). One study examined and compared the viability of employing two membrane systems, forward osmosis (FO) and reverse osmosis (RO), separately, as well as a hybrid FO-RO system, for desalinating oil refinery effluent. Initially, FO and RO were employed as standalone processes, revealing that the RO process exhibited significantly higher efficiency in terms of permeation flux and effluent quality compared to the FO process. Furthermore, the study found that the FO-RO hybrid process was ineffective in effluent desalination due to limitations in the filtration unit (Ezugbe et al., 2021). In a study by Hosseini et al. investigating the utilization of a pilot-scale submerged ultrafiltration membrane (composed of polytetrafluoroethylene and hollow fiber) to reclaim seawater contaminated with petroleum products, the total petroleum hydrocarbon (TPH) removal rate was reported to be approximately 91%, with the oil content in purified water not exceeding 15 ppm (Keyvan Hosseini, 2022). Membrane-based processes find application in removing metals from refinery effluent streams as well (Hashemi et al., 2018). A bench-scale assessment of membrane processes aimed at achieving acceptable mercury discharge limits in oil refinery effluent indicated that MF and UF membranes, operating at pressures of ≥2.8 bar, demonstrated high effectiveness in mercury removal. These processes successfully met the mercury discharge standard by reducing mercury concentration to <1.3 ng Hg/L. Moreover, NF and RO also proved capable of reducing mercury concentrations below the discharge standard when operated at lower pressures (20.7 bar). Nevertheless, RO and NF membranes, when used without pretreatment, proved ineffective in completely removing mercury from oil refinery effluent at higher operating pressures (≥34.5 bar). This inadequacy might be attributed to factors such as the deposition of mercury particles on the membrane surface under intense convection flow, leading to concentration polarization and a decline in mercury rejection rates (Urgun-Demirtas et al., 2012). An interventional experimental study was conducted to address metal removal from oil effluent through micellar-enhanced ultrafiltration (MEUF). UF membranes alone are unable to eliminate heavy metals (HMs), necessitating the use of surface-active agents, such as surfactants, to be injected into the effluent. The interaction between surfactant monomers and metal ions results in the formation of a complex, leading to the rejection of metal ions from the ultrafiltration membrane. The study's findings indicated an average removal rate of 94% for nickel, lead, cadmium, and chromium concentrations from oil refinery effluent (Hashemi et al., 2018). Similar studies can be found involving membrane-based processes combined with other complementary processes. Hashemi et al. employed a hybrid system combining ultrafiltration (utilizing a hollow fiber polysulfane membrane) with a mixed bed ion exchange system to provide makeup water for cooling towers. The integrated process demonstrated an 80% efficiency in removing pollutants from oil refinery effluent and met the quality standards required for makeup water in the cooling towers (Hashemi et al., 2020).
4.5. Advanced Treatment Processes
Advanced effluent treatment methods encompass techniques that are more sophisticated and contemporary compared to secondary treatment processes. Nonetheless, over time, many advanced wastewater treatment processes have transitioned into conventional practices and are integrated into final treatment processes (Cesaro et al., 2013). Currently, there is a growing utilization of these methods for effluent treatment. A review of the literature reveals that advanced oxidation processes (AOPs) and electrochemical processes are being employed in the reclamation of oil refinery effluent. Several studies utilizing advanced oxidation processes for oil refinery effluent reclamation are outlined in Table 3.
4.5.1. Advanced Oxidation Processes
Advanced oxidation processes (AOPs) serve in wastewater treatment to eliminate problematic organic substances and compounds that conventional methods struggle to decompose fully and effectively. Effluents subjected to tertiary treatment often contain low concentrations of both natural and synthetic chemicals, necessitating their removal or transformation into simpler substances to safeguard the environment and public health (Mohammadi et al., 2020). These processes may be employed individually or in combination with other techniques. The utilization of chemical processes alongside O3, H2O2, and UV for pollutant removal is referred to as an AOP (Demir-Duz et al., 2020). Correa et al. employed O3/UV/TiO2 processes alongside biological remediation using macroalgae to eliminate phenol, sulfide, COD, O&G, and ammonia from petroleum refinery effluent. Their findings indicated that following a 5-minute treatment, the concentration of phenol decreased by 99.9%, sulfide by 53.0%, COD by 37.7%, O&G by 5.2%, and ammonia by 1.9%. Moreover, extending the treatment duration to 60 minutes resulted in increased efficiency in removing the investigated pollutants. Additionally, the biosorption and transformation of metals and ammonia compounds by macroalgae contributed to reducing the toxicity of the treated effluent (Corrêa et al., 2010). The feasibility of multi-barrier treatment including filtration, hydrogen peroxide photolysis (H2O2/UVC), and catalytic wet peroxide oxidation for the treatment of oil refinery effluent with the aim of reuse or safe discharge was conducted by Rueda-Márquez et al. After the filtration step, turbidity and suspended solids decreased by 92% and 80%, respectively. During the H2O2/UVC process with low-pressure (LP) lamps at optimal conditions, the removal of phenolic compounds, TOC, and COD was 100%, 52.3%, and 84.3%, respectively. Complete elimination of phenol, TOC, and COD was achieved with medium-pressure lamps (Norouzbahari et al., 2009). Total TOC and COD removal after multi-barrier treatment was 94.7% and 92.2% (using an LP lamp) and 89.6% and 95% (using an MP lamp), respectively (Rueda-Márquez et al., 2016).
4.5.2. Electrochemical Processes
Electrochemical processes, including electrocoagulation (EC), electro-oxidation, electro-Fenton, catalyst-based processes, and electro-floatation, have various benefits, including easy distribution, environmental compatibility, selectivity, versatility, cost-effectiveness, reducing the use of chemicals, and energy efficiency (Hassan et al., 2018; Ibrahim, 2013; Jiad & Abbar, 2023; Yavuz et al., 2008, 2010). In addition to these advantages, the need for experienced and specialized personnel for set-up and maintenance, corrosion on the surfaces of the electrodes due to chemical reactions subsequently limiting the performance, and a reduction in the life span are among the disadvantages of electrochemical processes (S. Yadav & Kamsonlian, 2023). In most oil refineries, coagulation using chemicals remains a common method for reducing turbidity and insoluble suspended solids. However, these methods come with various technical and practical limitations, such as the generation of significant amounts of sludge. Therefore, there is a need for a practical and efficient method for reclaiming oil effluents discharged from refinery units. Recent studies have highlighted electrocoagulation as an effective approach for effluent treatment (Al-Jabery et al., 2020). This straightforward and efficient process offers a promising alternative to the chemical-intensive phases of traditional methods (Barzegar et al., 2019). Electrocoagulation (EC) stands out as a simple method with several advantages over other processes, including the absence of chemical requirements and the need for expensive equipment. However, electrocoagulation (EC) also comes with several drawbacks, including the formation of oxide film, energy consumption, and generation of sludge (albeit less than that of chemical coagulation). Jasim et al. documented the complete removal of oil content from oil refinery effluent using a modernized electrocoagulation reactor (ECR). The study varied operating conditions such as electrolysis period (4–60 minutes), current density (0.63–5.0 mA/cm2), and flow rate (50–150 ml/min). Results indicated that increasing flow rate led to a decrease in oil removal efficiency while increasing density and electrolysis time improved efficiency up to 99% (Jasim & AlJaberi, 2023a). Similar studies have shown that employing the electrocoagulation process can reduce other pollutants in oil refinery effluent, with turbidity reduced by 84.5% (AlJaberi et al., 2020), COD by 82% (Jasim & AlJaberi, 2023b), and total dissolved solids (TDS) by 13% on average (Jasim et al., 2023).
4.5.3. Electrochemical Oxidation
The electro-oxidation process involves generating oxidizing agents, such as hydroxide radicals, through the application of electric current (Mondal et al., 2013). This process decomposes pollutants in electric cells through two primary mechanisms: direct oxidation at the electrode and chemical reactions leading to the production of electron species and the generation of hydroxide radicals through chemical absorption (Vahid & Khataee, 2013). It has been applied to remove and decompose industrial effluents containing dyes, oxygen, phenolic compounds, and other substances. A study conducted on the electrochemical oxidation process in a batch electrochemical reactor using graphite anodes for oil refinery effluent reclamation demonstrated that parameters such as current density (4–20 mA/cm2), pH (3–9), and NaCl concentration (0–3 g/L) significantly influenced the efficiency of COD and phenol removal. The results indicated that under optimal conditions (current density of 12 mA/cm2, pH 7, NaCl concentration of 2 g/L, and treatment time of 60 minutes), the removal efficiency for COD and phenol reached 100% and 99.12%, respectively (Sarhan Jawad & H Abbar, 2019). In comprehensive research, the efficiency of some electrochemical methods was compared to treat the oil refinery effluent to remove COD and Phenol. In the study, the efficiency of different electrochemical processes including direct electrochemical oxidation by using a ruthenium mixed metal oxide (Ru-MMO) electrode, direct and indirect electrochemical oxidation by using a boron-doped diamond anode, electro Fenton, and electrocoagulation by using an iron electrode were investigated. In most of the studied electrochemical processes, nearly complete elimination of both phenol and COD was feasible, except for electrocoagulation, given that the electrolysis duration was extended. The most efficient process was electro-Fenton followed by electrochemical oxidation using a boron-doped diamond anode. COD removal of 75.71% was reached at 9 min of electrolysis in electro-Fenton, and Phenol removal of 98.74% was obtained at 6 min of electrolysis. Moreover, direct electrochemical oxidation achieved a remarkable 96.04% removal of COD and 99.53% removal of phenol. However, the effectiveness of the electrocoagulation method for treating oil refinery effluent was found to be lacking (Yavuz et al., 2010). In a similar investigation focusing on the electrochemical treatment of oil refinery effluent containing organic compounds, employing a boron-doped diamond anode, it was observed that while the boron-doped anode exhibited high efficiency in effluent treatment, the efficiency of current (EC) and energy consumption were significantly influenced by current density and flow rate. Optimizing these parameters is crucial to minimizing EC for the method to be economically viable on a larger scale. Nonetheless, the stability of the boron-doped diamond anode was compromised due to severe pitting corrosion of the electrode (R. B. A. Souza & Ruotolo, 2013).
4.5.4. Electrofenton Oxidation
Amongst electrochemical advanced oxidation processes (EAOPs), Electro-Fenton is a process in which two iron plate electrodes are used in contact with hydrogen peroxide, which is connected by connecting wires to a digital DC supply power device. According to the studies conducted, in addition to the iron electrode, electrodes such as boron-doped diamond (BDD), nickel alloy, titanium, rubidium, etc. can be used in this process to directly produce the desired radical without the direct intervention of H2O2 (Table 4). In this process, sodium hydroxide is usually used as an electrolyte to improve the ionic property and create the electrical conductivity of the effluent. Electro-Fenton oxidation is an environment-friendly and competent technique with energy capability, acquiescence to automation, high efficiency, and cost-effectiveness compared with other AOPs (Syarizan, 2004). The findings show that using photovoltaic cell electro-Fenton oxidation for the reclamation of oil refinery effluent, it is possible to significantly remove organic compounds and recover oil content by 98% under optimal operating conditions, including a pH of 3, a reaction time of 25 min, a current of 1.63 mA, and a H2O2 concentration of 30 ppm (Atiyah et al., 2020). A study was conducted on a small scale with constant monitoring of pH, temperature, and UV sources by Syarizan et al. In this study, due to no available tools to quantitatively determine the final concentration of phenol and benzene, one important assumption was that the degradation both of pollutants is directly related to the level of COD reduction. The parameters that were crucial to control optimal operating conditions included the Fenton reagent ratio, temperature, pH, reaction time, and UV irradiation. The results showed that, at the optimum ratio of Fenton Reagent (Fe: H202=1:25), COD can be reduced up to 53.8%. Also, at the optimum temperature (40°C), COD can be reduced by up to 68%. It can be concluded that operating at a higher temperature increases the decomposition rate by 26% than operating at ambient temperature. Nevertheless, as there is no clear correlation between the degree of COD decrease and the rates of photo-degradation for the examined compounds, the results fail to provide a comprehensive evaluation of the overall effectiveness of the photo-Fenton process (Syarizan, 2004).
4.6. Other Technologies
Available technologies for the reclamation of oil refinery effluent have shown many advantages in oil content removal, but disadvantages include high operation and maintenance costs, chemical usage, secondary pollution, etc. (Liu et al., 2017b). Therefore, green and effective processes are greatly desired for treating oil refinery effluent. In recent years, the use of different types of catalysts individually or in combination with other processes has been investigated by experts in the field of water and wastewater (Delnavaz & Bos’ hagh, 2021; Hassan et al., 2018; Liu et al., 2017b; Yan et al., 2010). Photocatalysis has been widely employed in the removal of organic compounds and has proved to be affordable, low in selectivity, and efficient in terms of completed mineralization. Its efficiency has been accelerated by employing photoactive semiconductors such as nano-scaled titanium dioxide (TiO2) (Alkhazraji & Alatabe, 2021; Tetteh et al., 2020). TiO2 has proven that, in addition to its low cost, it has high stability and low toxicity towards both humans and the environment. Nano-scaled TiO2 in different configurations, such as nanoparticles, nanotubes, and nanofibers, provides a great enhancement of photoactivity compared with bulk TiO2 (Keane et al., 2014). Nano-scaled TiO2 has been employed to recover different types of onshore and offshore oil refinery effluent, targeting various compounds (Liu et al., 2013; Ni et al., 2016). Delnavaz et al. investigated the removal and degradation of organic pollutants from real oil refinery effluent using a TiO2/Ag synthesis photocatalyst immobilized on lightweight concrete plates (20×20×5 cm) and powered by 36-watt UVA lamps. The results of the effect of pH and mass loading on the system efficiency showed that at pH 4.5 and a mass load of 15 gr/m2, the removal efficiency reached its highest level. The rate of COD removal under sunlight in both states of using TiO2 and TiO2/Ag under optimum conditions was investigated. The rate of COD removal after 8 hours and the use of UV-A lamps for TiO2 and TiO2/Ag photocatalysts were 51.8% and 76.3%, respectively. The results found that the synthetic photocatalyst was able to treat real oil refinery effluent using UV rays (Delnavaz & Bos’ hagh, 2021). The findings of another similar study that investigated the removal efficiency of oil content using three semiconductors of zinc oxide (ZnO), TiO2, and aluminum oxide (Al2O3) showed that the adsorption of oil content on the supported catalytic agent was negligible in the absence of solar radiation. It was found that the removal of oil content by ZnO, TiO2, and Al2O3 was 95.2%, 92.11%, and 80.7%, respectively, at pH 7.42 and 120 min of irradiation time. Furthermore, ZnO not only exhibits notable capabilities in adsorbing suspended solids (SS) and organic substances from oily effluent but also reduces the economic expenses associated with effluent treatment (Hassan et al., 2018). Another new method for the reclamation of oil refinery effluent in recent years is the use of nanocomposite materials and nanoparticles. Easy application, reusability, and a wide range of applications (ability to use for physical absorption, membrane processing, catalytic oxidation, and disinfection) are among the advantages of using nanocomposites. Conversely, drawbacks such as instability stemming from their cumulative nature, challenges in separating nanoparticles once they lose effectiveness (except for magnetic nanoparticles), and uncertainties regarding their environmental impact stand as disadvantages of nanoparticle utilization (Khodakarami & Bagheri, 2021; Umejuru et al., 2023; Zahmatkesh et al., 2023). Types of nanocomposites can be categorized into organic nanocomposites (with polymer bases), inorganic nanocomposites (including active carbons, CNTs, and natural minerals such as zeolite, biochar, and clay), nanocomposite membranes [conventional membranes, thin film (used in RO/NF membranes), and membranes with surfaces covered with nanoparticles], and magnetic nanocomposites (Umejuru et al., 2023; D. Yadav et al., 2023). Nanomaterial-based adsorbents, including metals or metal oxides at the nanoscale, carbon nanotubes, graphene, and nanocomposites, exhibit significantly greater absorption efficiency compared to traditional absorbents. This is attributed to their expansive specific surface area, heightened reactivity, and unique affinity towards diverse pollutants. For example, nanocatalysts with a high surface-to-volume ratio show much improved catalytic efficiency compared to their corresponding bulk materials. An investigation on the capability of magnetically separable Fe3O4/mordenite zeolite for the reclamation of oil refinery effluent considering the effect of parameters such as pH, contact time, and Fe3O4/mordenite zeolite amount on the COD, BOD, and turbidity was conducted. The findings showed that under optimum conditions (pH of 7.81, contact time of 15.8 min, and Fe3O4/mordenite zeolite amount of 0.52% w/w), pH was the factor affecting COD and BOD removal, and conversely, the amount of zeolite Fe3O4/mordenite had the greatest effect on turbidity removal (Hesas et al., 2019). The effect of cobalt ferrite nanocomposites as a photocatalyst for the oxidation of phenols in oil refinery effluent by Mohamed et al. was investigated. The results showed that using composite nanoparticles at a dosage of 0.5 g/l to 2 g/l at a pH of 3 and induced aeration, the highest degradation rate of phenolic compounds was achievable. Also investigated the recovery of the catalyst and the possibility of its sequential reuse. It was found that composite nanoparticle degradation ability decreased within a range of 5% during five cycles of reuse (Mohamed, 2022).
5. Limitations
This study possesses several constraints, with the most notable being the available evidence. Energy consumption is recognized as a drawback of effluent recovery techniques. Consequently, the examination of various literature sources revealed a scarcity of studies exploring the utilization of renewable energy to fulfill the energy demands for this purpose.
6. Conclusions
This study systematically studied the reclamation of oil and gas refinery effluent technologies and their efficiency in removing various pollutants from the effluent of this industry. In our study, almost all the various reclamation methods, such as membrane-base treatment, biological treatment, electrochemical processes, and advanced oxidation processes, were found to be very effective in the removal of pollutants from ORE. Based on the studies reviewed, membrane-based treatment systems can produce effluent of the same quality as drinking water, which is suitable for supplying water needed for boilers, cooling towers, and sanitary purposes. However, energy consumption and membrane fouling are the most important disadvantages of using membrane-based systems, which should be considered. From the mining of various literature, it seems that the combined methods are the most efficient option for the remediation of ORE. Nevertheless, in addition to the technical efficiency of effluent reclamation processes, parameters such as reducing the consumption of chemicals, using renewable energy, cost-effectiveness, and environmental friendliness should also be strongly considered.
Author Contributions
Conceptualization, Writing- Original draft preparation, Investigation, Data curation. Stephanie Young: Conceptualization, Writing- Reviewing and Editing. Hasan Hashemi: Conceptualization, Supervision, Writing- Reviewing and Editing. Tiina Leiviskä: Conceptualization, Writing- Reviewing and Editing. Leila Shafea: Conceptualization, Writing- Reviewing and Editing. Masoumeh khedri: Conceptualization, Investigation. Babak Pouladi Borj: Conceptualization, Investigation. Abbas Sayyadi: Conceptualization, Investigation. Marjan Hajivand: Conceptualization, Investigation. Fallah Hashemi: Conceptualization, Writing- Original draft preparation, Investigation, Data curation. Stephanie Young: Conceptualization, Writing- Reviewing and Editing. Hasan Hashemi: Conceptualization, Supervision, Writing- Reviewing and Editing. Tiina Leiviskä: Conceptualization, Writing- Reviewing and Editing. Leila Shafea: Conceptualization, Writing- Reviewing and Editing. Masoumeh khedri: Conceptualization, Investigation. Babak Pouladi Borj: Conceptualization, Investigation. Abbas Sayyadi: Conceptualization, Investigation. Marjan Hajivand: Conceptualization, Investigation.
Acknowledgments
The present work was extracted from project NO. 16091, which was financially supported by the Shiraz University of Medical Sciences.
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Nomenclature and abbreviations
| AnBR | Anaerobic biofilm reactor | NF | Nanofiltration |
| AOPs | Advanced oxidation processes | NH3-N | Nitrogen content of the ammonia |
| BAC | Biologically activated carbon | O&G | Oil and grease |
| BCF | Bioconcentration factor | OCV | Open-circuit voltage |
| BOD | Biological oxygen demand | OMBR | Osmotic membrane bioreactor |
| CIP | Clean in place | ORE | Oil refinery effluent |
| COD | Chemical oxygen demand | PA | Polyamide |
| EAOPs | Electrochemical advanced oxidation processes | PAHs | Polycyclic aromatic hydrocarbons |
| EC | Electrocoagulation | PBBR | Packed-bed biofilm reactor |
| ECR | Electrocoagulation reactor | PFC | Parallel flow connections |
| EO | Electro-oxidation | PMR | Photocatalytic membrane reactor |
| FO | Forward osmosis | PS | Polysulfone |
| HCs | Hydrocarbons | PTFE | Polytetrafluoroethylene |
| HF | Hollow fiber | RO | Reverse osmosis |
| HPC | Heterotrophic plate count | RSM | Response surface methodology |
| HRT | Hydraulic retention time | SFC | Serial flow connections |
| IX | Ion exchange | SS | Suspended solids |
| IXMB | Mixed bed ion exchange | TDS | Total dissolved solids |
| MBR | Membrane bioreactors | TiO2 | Titanium dioxide |
| MD | Membrane desalination | TOC | Total organic carbon |
| MDC | Microbial desalination cell | TPH | Total petroleum hydrocarbon |
| MF | Microfiltration | UASB | Up-flow anaerobic sludge blanket |
| MFC | Microbial fuel cells | UF | Ultrafiltration |
| MOX | Multi-oxidant disinfectant | UWR | unconventional water resources |
References
- Abass, O.K.; Fang, F.; Zhuo, M.; Zhang, K. Integrated interrogation of causes of membrane fouling in a pilot-scale anoxic-oxic membrane bioreactor treating oil refinery wastewater. Sci. Total. Environ. 2018, 642, 77–89. [Google Scholar] [CrossRef] [PubMed]
- Ahmad, N.N.R.; Ang, W.L.; Teow, Y.H.; Mohammad, A.W.; Hilal, N. Nanofiltration membrane processes for water recycling, reuse and product recovery within various industries: A review. J. Water Process. Eng. 2021, 45, 102478. [Google Scholar] [CrossRef]
- Akhidime, I. D. (2009). Aspects of Expanded Bed Nitrification Including Treatment of Oil Refinery Wastewaters. Manchester Metropolitan University.
- Al-Nidawi, W. (2022). Evaluation of refinery wastewater treatment plant and studying possibility to reuse the effluent as a makeup for cooling tower system. Altınbaş Üniversitesi/Lisansüstü Eğitim Enstitüsü.
- Al Hashemi, W.; Maraqa, M.; Rao, M.; Hossain, M. Characterization and removal of phenolic compounds from condensate-oil refinery wastewater. Desalination Water Treat. 2014, 54, 660–671. [Google Scholar] [CrossRef]
- Alexandre, V.; de Castro, T.; de Araújo, L.; Santiago, V.; Freire, D.; Cammarota, M. Minimizing solid wastes in an activated sludge system treating oil refinery wastewater. Chem. Eng. Process. - Process. Intensif. 2015, 103, 53–62. [Google Scholar] [CrossRef]
- AlJaberi, F.Y. Removal of TOC from oily wastewater by electrocoagulation technology. IOP Conf. Series: Mater. Sci. Eng. 2020, 928, 022024. [Google Scholar] [CrossRef]
- AlJaberi, F.Y.; Abdulmajeed, B.A.; Hassan, A.A.; Ghadban, M.L. Assessment of an Electrocoagulation Reactor for the Removal of Oil Content and Turbidity from Real Oily Wastewater Using Response Surface Method. Recent Innov. Chem. Eng. (Formerly Recent Patents Chem. Eng. 2020, 13, 55–71. [Google Scholar] [CrossRef]
- AlJaberi, F.Y.; Ahmed, S.A.; Makki, H.F. Electrocoagulation treatment of high saline oily wastewater: evaluation and optimization. Heliyon 2020, 6, e03988. [Google Scholar] [CrossRef]
- Alkhazraji, H. A. J. , & Alatabe, M. J. A. (2021). Oil recovery from oilfield produced water using zinc oxide nano particle as catalyst in batch and continuous system. Journal of Ecological Engineering, 22(8).
- Alkmim, A.R.; da Costa, P.R.; Moser, P.B.; Neta, L.S.F.; Santiago, V.M.J.; Cerqueira, A.C.; Reis, B.G.; Amaral, M.C.S. Potential use of membrane bioreactor to treat petroleum refinery effluent: comprehension of dynamic of organic matter removal, fouling characteristics and membrane lifetime. Bioprocess Biosyst. Eng. 2017, 40, 1839–1850. [Google Scholar] [CrossRef] [PubMed]
- Arabzadeh, M.; Eslamidoost, Z.; Rajabi, S.; Hashemi, H.; Aboulfotoh, A.; Rosti, F.; Nazari, F.; Borj, B.P.; Hajivand, M. Wastewater quality index (WWQI) as an indicator for the assessment of sanitary effluents from the oil and gas industries for reliable and sustainable water reuse. Groundw. Sustain. Dev. 2023, 23. [Google Scholar] [CrossRef]
- Ashwaniy, V.; Perumalsamy, M.; Pandian, S. Enhancing the synergistic interaction of microalgae and bacteria for the reduction of organic compounds in petroleum refinery effluent. Environ. Technol. Innov. 2020, 19, 100926. [Google Scholar] [CrossRef]
- Atiyah, A.S.; Al-Samawi, A.A.A.; Hassan, A.A. (2020). Photovoltaic cell electro-Fenton oxidation for treatment oily wastewater. AIP Conference Proceedings, 2235(1).
- Augulyte, L.; Kliaugaite, D.; Racys, V.; Jankunaite, D.; Zaliauskiene, A.; Bergqvist, P.-A.; Andersson, P.L. Multivariate analysis of a biologically activated carbon (BAC) system and its efficiency for removing PAHs and aliphatic hydrocarbons from wastewater polluted with petroleum products. J. Hazard. Mater. 2009, 170, 103–110. [Google Scholar] [CrossRef] [PubMed]
- Bailey, S.E.; Olin, T.J.; Bricka, R.; Adrian, D. A review of potentially low-cost sorbents for heavy metals. Water Res. 1999, 33, 2469–2479. [Google Scholar] [CrossRef]
- Barzegar, G.; Wu, J.; Ghanbari, F. Enhanced treatment of greywater using electrocoagulation/ozonation: Investigation of process parameters. Process. Saf. Environ. Prot. 2018, 121, 125–132. [Google Scholar] [CrossRef]
- Bhattacharya, P.; Roy, A.; Sarkar, S.; Ghosh, S.; Majumdar, S.; Chakraborty, S.; Mandal, S.; Mukhopadhyay, A.; Bandyopadhyay, S. Combination technology of ceramic microfiltration and reverse osmosis for tannery wastewater recovery. Water Resour. Ind. 2013, 3, 48–62. [Google Scholar] [CrossRef]
- Cerqueira, A.C.; Lopes, T.; Santiago, V.; Vallero, M.; Trovati, J.; Arntsen, B.; Syed, W. Design and Performance of the First Full Scale Membrane Bioreactor Plant Treating Oil Refinery Effluent in Brazil. Proc. Water Environ. Fed. 2013, 2013, 3573–3584. [Google Scholar] [CrossRef]
- Cesaro, A.; Naddeo, V.; Belgiorno, V. Wastewater Treatment by Combination of Advanced Oxidation Processes and Conventional Biological Systems. J. Bioremediation Biodegradation 2013, 4. [Google Scholar] [CrossRef]
- Corrêa, A. X. R. , Tiepo, E. N., Somensi, C. A., Sperb, R. M., & Radetski, C. M. (2010). Use of ozone-photocatalytic oxidation (O 3/UV/TiO 2) and biological remediation for treatment of produced water from petroleum refineries. Journal of Environmental Engineering, 136(1), 40–45.
- de Oliveira, C. P. M. , Viana, M. M., Silva, G. R., Lima, L. S. F., de Paula, E. C., & Amaral, M. C. S. (2020). Potential use of green TiO2 and recycled membrane in a photocatalytic membrane reactor for oil refinery wastewater polishing. Journal of Cleaner Production 257, 120526.
- De Souza, M. P. , Pickering, I. J., Walla, M., & Terry, N. (2002). Selenium assimilation and volatilization from selenocyanate-treated Indian mustard and muskgrass. Plant Physiology, 128(2), 625–633.
- Delnavaz, M. , & Bos’ hagh, M. A. (2021). Photocatalytic treatment of real oil refinery wastewater using TiO2/Ag-doped nanoparticles. Sharif Journal of Civil Engineering, 37(2.1), 121–129.
- Demir-Duz, H.; Aktürk, A.; Ayyildiz, O.; Álvarez, M.; Contreras, S. Reuse and recycle solutions in refineries by ozone-based advanced oxidation processes: A statistical approach. J. Environ. Manag. 2020, 263, 110346. [Google Scholar] [CrossRef]
- Dong, H.; Dong, H.; Zhang, Z.; Sun, S.; Wang, W.; Ke, M.; Song, Z.; Zhang, Z.; Wang, J.; Wu, W.-M. Microbial community dynamics in an anaerobic biofilm reactor treating heavy oil refinery wastewater. RSC Adv. 2016, 6, 107442–107451. [Google Scholar] [CrossRef]
- EO, E. , Rathilal, S., Ishwarlall, S., & Tetteh, K. (2020). Removal of Cl−, SO4 2− and CO3 2− Salts from Oil Refinery Effluent Using Forward Osmosis. Proceedings of the 18th JOHANNESBURG International Conference on Science, Engineering, Technology & Waste Management (SETWM-20), Johannesburg, South Africa, 16–17.
- Estrada-Arriaga, E.B.; Zepeda-Aviles, J.A.; García-Sánchez, L. Post-treatment of real oil refinery effluent with high concentrations of phenols using photo-ferrioxalate and Fenton’s reactions with membrane process step. Chem. Eng. J. 2016, 285, 508–516. [Google Scholar] [CrossRef]
- Ezugbe, E. O. (2021). Desalination of a local oil refinery effluent to meet discharge limits.
- Ezugbe, E.O.; Tetteh, E.K.; Rathilal, S.; Asante-Sackey, D. Assessment of Forward Osmosis in PRO Mode during Desalination of a Local Oil Refinery Effluent. Membranes 2021, 11, 801. [Google Scholar] [CrossRef] [PubMed]
- Foureaux, A.F.S.; Moreira, V.R.; Lebron, Y.A.R.; Santos, L.V.d.S.; Amaral, M.C.S. A sustainable solution for fresh-water demand in mining sectors: Process water reclamation from POX effluent by membrane distillation. Sep. Purif. Technol. 2020, 256, 117797. [Google Scholar] [CrossRef]
- Gasim, H. A. , Kutty, S. R. M., Isa, M. H., & Isa, M. P. M. (2012). Treatment of petroleum refinery wastewater by using UASB reactors. International Journal of Environmental and Ecological Engineering 6(2), 58–61.
- Gosling, S.N.; Arnell, N.W. A global assessment of the impact of climate change on water scarcity. Clim. Chang. 2016, 134, 371–385. [Google Scholar] [CrossRef]
- Hashemi., F. H. H. Hashemi., F. H. H. (2023). A Practical Integrative Method For Technical Assembly, Lca, and Lcc Analysis of Advanced Processes in Recovery Oil Plant Unit Effluent Reclamation. Available at SSRN. [CrossRef]
- Hashemi, F.; Hashemi, H.; Abbasi, A.; Schreiber, M.E. Life cycle and economic assessments of petroleum refineries wastewater recycling using membrane, resin and on site disinfection (UF-IXMB-MOX) processes. Process. Saf. Environ. Prot. 2022, 162, 419–425. [Google Scholar] [CrossRef]
- Hashemi, F. , Hashemi, H., Dehghani, M., & Hoseini, M. (2018). Removal of heavy metals from oil refinery effluent by micellar-enhanced ultrafiltration (MEUF). Journal of Health Sciences & Surveillance System, 6(3), 123–129.
- Hashemi, F.; Hashemi, H.; Shahbazi, M.; Dehghani, M.; Hoseini, M.; Shafeie, A. Reclamation of real oil refinery effluent as makeup water in cooling towers using ultrafiltration, ion exchange and multioxidant disinfectant. Water Resour. Ind. 2020, 23, 100123. [Google Scholar] [CrossRef]
- Hassan, A. A. , Naeem, H. T., & Hadi, R. T. (2018). Degradation of oily waste water in aqueous phase using solar (ZnO, TiO2 and Al2O3) catalysts. Pakistan Journal of Biotechnology 15(4), 927–934.
- Hesas, R. H. , Baei, M. S., Rostami, H., Gardy, J., & Hassanpour, A. (2019). An investigation on the capability of magnetically separable Fe3O4/mordenite zeolite for refinery oily wastewater purification. Journal of Environmental Management, 241, 525–534.
- Ibrahim, D. S. (2013). Treatment of Petroleum Refinery Effluent Using Electrochemical Techniques. PH. D. thesis.
- Imam, A.; Kanaujia, P.K.; Ray, A.; Suman, S.K. Removal of Petroleum Contaminants Through Bioremediation with Integrated Concepts of Resource Recovery: A Review. Indian J. Microbiol. 2021, 61, 250–261. [Google Scholar] [CrossRef]
- Ismail, Z.; Beddri, A.M. Potential of Water Hyacinth as a Removal Agent for Heavy Metals from Petroleum Refinery Effluents. Water, Air, Soil Pollut. 2008, 199, 57–65. [Google Scholar] [CrossRef]
- Issaoui, M.; Jellali, S.; Zorpas, A.A.; Dutournie, P. Membrane technology for sustainable water resources management: Challenges and future projections. Sustain. Chem. Pharm. 2022, 25, 100590. [Google Scholar] [CrossRef]
- Jalayer, M. , Gougol, M., & Alizadehfard, M. R. (2022). MEMBRANE DISTILLATION AS AN ENVIRONMENTALLY FRIENDLY DESALINATION SYSTEM FOR PETROLEUM REFINERY’S WASTEWATER REUSE–A TECHNICAL AND ENVIRONMENTAL CASE STUDY. Conference: IDA 2022 Sydney.
- Jamal, M.T.; Pugazhendi, A. Degradation of petroleum hydrocarbons and treatment of refinery wastewater under saline condition by a halophilic bacterial consortium enriched from marine environment (Red Sea), Jeddah, Saudi Arabia. 3 Biotech 2018, 8, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Jasim, M.A.; AlJaberi, F.Y. Investigation of oil content removal performance in real oily wastewater treatment by electrocoagulation technology: RSM design approach. Results Eng. 2023, 18. [Google Scholar] [CrossRef]
- Jasim, M.A.; AlJaberi, F.Y. Removal of COD from real oily wastewater by electrocoagulation using a new configuration of electrodes. Environ. Monit. Assess. 2023, 195, 1–17. [Google Scholar] [CrossRef] [PubMed]
- Jasim, M.A.; AlJaberi, F.Y.; Salman, A.D.; Alardhi, S.M.; Le, P.-C.; Kulcsar, G.; Jakab, M. Studying the effect of reactor design on the electrocoagulation treatment performance of oily wastewater. Heliyon 2023, 9, e17794. [Google Scholar] [CrossRef] [PubMed]
- Jeong, S. , Naidu, G., Leiknes, T., & Vigneswaran, S. (2017). Membrane biofouling: Biofouling assessment and reduction strategies in seawater reverse osmosis desalination. Elsevier BV.
- Jiad, M.M.; Abbar, A.H. Treatment of petroleum refinery wastewater by electrofenton process using a low cost porous graphite air-diffusion cathode with a novel design. Chem. Eng. Res. Des. 2023, 193, 207–221. [Google Scholar] [CrossRef]
- Judd, S. The status of industrial and municipal effluent treatment with membrane bioreactor technology. Chem. Eng. J. 2015, 305, 37–45. [Google Scholar] [CrossRef]
- Kadivarian, M.; Dadkhah, A.A.; Esfahany, M.N. Oily wastewater treatment by a continuous flow microbial fuel cell and packages of cells with serial and parallel flow connections. Bioelectrochemistry 2020, 134, 107535. [Google Scholar] [CrossRef] [PubMed]
- Karimidastenaei, Z.; Avellan, T.; Sadegh, M.; Klove, B.; Haghighi, A.T. Unconventional water resources: Global opportunities and challenges. Sci. Total. Environ. 2022, 827, 154429. [Google Scholar] [CrossRef] [PubMed]
- Keane, D.A.; McGuigan, K.G.; Ibáñez, P.F.; Polo-López, M.I.; Byrne, J.A.; Dunlop, P.S.M.; O'Shea, K.; Dionysiou, D.D.; Pillai, S.C. Solar photocatalysis for water disinfection: materials and reactor design. Catal. Sci. Technol. 2014, 4, 1211–1226. [Google Scholar] [CrossRef]
- Keyvan Hosseini, P. (2022). EXPERIMENTAL INVESTIGATION OF A PILOT-SCALE MEMBRANE FILTRATION SYSTEM FOR OILY WASTEWATER TREATMENT.
- Khodakarami, M.; Bagheri, M. Recent advances in synthesis and application of polymer nanocomposites for water and wastewater treatment. J. Clean. Prod. 2021, 296, 126404. [Google Scholar] [CrossRef]
- Kummu, M.; Ward, P.J.; de Moel, H.; Varis, O. Is physical water scarcity a new phenomenon? Global assessment of water shortage over the last two millennia. Environ. Res. Lett. 2010, 5, 034006. [Google Scholar] [CrossRef]
- Lebron, Y.A.R.; Moreira, V.R.; da Costa, P.R.; Alkmin, A.R.; Neta, L.S.d.F.; Cerqueira, A.C.; Amaral, M.C.S. Chemical cleaning procedures on permeability recovery and lifespan of MBR membranes treating petroleum refinery wastewater: From bench- to pilot-scale applications. J. Water Process. Eng. 2021, 44, 102411. [Google Scholar] [CrossRef]
- Liu, B. , Chen, B., & Zhang, B. (2017a). Oily wastewater treatment by nano-TiO 2-induced photocatalysis: Seeking more efficient and feasible solutions. IEEE Nanotechnology Magazine, 11(3), 4–15.
- Liu, B. , Chen, B., & Zhang, B. (2017b). Oily wastewater treatment by nano-TiO2-induced photocatalysis: seeking more efficient and feasible solutions. IEEE Nanotechnol Mag 11 (3): 4–15.
- Liu, B. , Zheng, J. S., Chen, B., & Zhang, B. Y. (2013). A preliminary study on nano-catalyst enhanced heterogeneous photodegradation of polycyclic aromatic hydrocarbons (PAHs) in produced water. Proceedings of the 36th AMOP Technical Seminar on Environmental Contamination and Response, 4–6.
- Lopez, D. C. , Lee, J. R., Hu, L. H., Clark, J., & Reddy, S. (2006). High-Purity Water from Wastewater…A “Rare” Opportunity. WEFTEC 2006. WEFTEC 2006, 126–138. [Google Scholar]
- Macedonio, F. , Drioli, E., Gusev, A. A., Bardow, A., Semiat, R., & Kurihara, M. (2012). Efficient technologies for worldwide clean water supply. Chemical Engineering and Processing: Process Intensification, 51, 2–17.
- Mallick, S.K.; Chakraborty, S. Treatment of synthetic refinery wastewater in anoxic–aerobic sequential moving bed reactors and sulphur recovery. J. Environ. Sci. Heal. Part A 2017, 52, 1257–1268. [Google Scholar] [CrossRef] [PubMed]
- Mohamed, A. (2022). Cobalt Ferrite Nano-composites for the oxidation of Phenols in oil refinery wastewater.
- Mohammadi, L.; Rahdar, A.; Bazrafshan, E.; Dahmardeh, H.; Susan, M.; Kyzas, G.Z. Petroleum Hydrocarbon Removal from Wastewaters: A Review. Process. 2020, 8, 447. [Google Scholar] [CrossRef]
- Mondal, B.; Srivastava, V.C.; Kushwaha, J.P.; Bhatnagar, R.; Singh, S.; Mall, I.D. Parametric and multiple response optimization for the electrochemical treatment of textile printing dye-bath effluent. Sep. Purif. Technol. 2013, 109, 135–143. [Google Scholar] [CrossRef]
- Moser, P.B.; Bretas, C.; Paula, E.C.; Faria, C.; Ricci, B.C.; Cerqueira, A.C.F.; Amaral, M.C. Comparison of hybrid ultrafiltration-osmotic membrane bioreactor and conventional membrane bioreactor for oil refinery effluent treatment. Chem. Eng. J. 2019, 378, 121952. [Google Scholar] [CrossRef]
- Moser, P. B. , Ricci, B. C., Reis, B. G., Neta, L. S. F., Cerqueira, A. C., & Amaral, M. C. S. (2018). Effect of MBR-H2O2/UV Hybrid pre-treatment on nanofiltration performance for the treatment of petroleum refinery wastewater. Separation and Purification Technology, 192, 176–184.
- Musa, N. M. , & Suleiman, A. (2015). Bioremediation of petroleum refinery wastewater effluent via augmented native microbes. Journal of Emerging Trends in Engineering and Applied Sciences 6(1), 1–6.
- Nadjafi, M.; Reyhani, A.; Al Arni, S. Feasibility of Treatment of Refinery Wastewater by a Pilot Scale MF/UF and UF/RO System for Reuse at Boilers and Cooling Towers. J. Water Chem. Technol. 2018, 40, 167–176. [Google Scholar] [CrossRef]
- Nasirpour, N.; Mousavi, S.M.; Shojaosadati, S.A. Biodegradation potential of hydrocarbons in petroleum refinery effluents using a continuous anaerobic-aerobic hybrid system. Korean J. Chem. Eng. 2015, 32, 874–881. [Google Scholar] [CrossRef]
- Ni, L.; Li, Y.; Zhang, C.; Li, L.; Zhang, W.; Wang, D. Novel floating photocatalysts based on polyurethane composite foams modified with silver/titanium dioxide/graphene ternary nanoparticles for the visible-light-mediated remediation of diesel-polluted surface water. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Norouzbahari, S.; Roostaazad, R.; Hesampour, M. Crude oil desalter effluent treatment by a hybrid UF/RO membrane separation process. Desalination 2009, 238, 174–182. [Google Scholar] [CrossRef]
- Ezugbe, E.O.; Rathilal, S. Membrane Technologies in Wastewater Treatment: A Review. Membranes 2020, 10, 89. [Google Scholar] [CrossRef] [PubMed]
- Osuoha, J.O.; Abbey, B.W.; Egwim, E.C.; Nwaichi, E.O. Production and Characterization of Tyrosinase Enzyme for Enhanced Treatment of Organic Pollutants in Petroleum Refinery Effluent. SPE Nigeria Annual International Conference and Exhibition. LOCATION OF CONFERENCE, NigeriaDATE OF CONFERENCE;
- Parikh, P. S. , & Mazumder, S. (2015). Capacity of Azolla pinnata var. imbricata to absorb heavy metals and fluorides from the wastewater of oil and petroleum refining industry at Vadodara. International Journal of Allied Practice, Research and Review 2, 37–43.
- Passos, F.; Hernández-Mariné, M.; García, J.; Ferrer, I. Long-term anaerobic digestion of microalgae grown in HRAP for wastewater treatment. Effect of microwave pretreatment. Water Res. 2014, 49, 351–359. [Google Scholar] [CrossRef]
- Pintar, A.; Batista, J.; Levec, J. Integrated ion exchange/catalytic process for efficient removal of nitrates from drinking water. Chem. Eng. Sci. 2001, 56, 1551–1559. [Google Scholar] [CrossRef]
- Rajasulochana, P. , Dhamotharan, R. ( 5(4), 17–22.
- Ramachandran, S.K.; Sathishkumar, P. Membrane-based techniques for pollutants removal: An outlook on recent advancements. Curr. Opin. Environ. Sci. Heal. 2023, 36. [Google Scholar] [CrossRef]
- Rastegar, S.; Mousavi, S.; Shojaosadati, S.; Sheibani, S. Optimization of petroleum refinery effluent treatment in a UASB reactor using response surface methodology. J. Hazard. Mater. 2011, 197, 26–32. [Google Scholar] [CrossRef]
- Mousavi, S.M.; Rastegar, S.O.; Shojaosadati, S.A.; Sheibani, S. Kinetic constants determination of petroleum refinery effluent treatment in a UASB reactor using RSM. Environ. Eng. Manag. J. 2017, 16, 121–130. [Google Scholar] [CrossRef]
- Rueda-Márquez, J.; Levchuk, I.; Salcedo, I.; Acevedo-Merino, A.; Manzano, M. Post-treatment of refinery wastewater effluent using a combination of AOPs (H2O2 photolysis and catalytic wet peroxide oxidation) for possible water reuse. Comparison of low and medium pressure lamp performance. Water Res. 2016, 91, 86–96. [Google Scholar] [CrossRef] [PubMed]
- Salahi, A.; Badrnezhad, R.; Abbasi, M.; Mohammadi, T.; Rekabdar, F. Oily wastewater treatment using a hybrid UF/RO system. Desalination Water Treat. 2011, 28, 75–82. [Google Scholar] [CrossRef]
- Santos, A.V.; Lin, A.R.A.; Amaral, M.C.S.; Oliveira, S.M.A.C. Improving control of membrane fouling on membrane bioreactors: A data-driven approach. Chem. Eng. J. 2021, 426, 131291. [Google Scholar] [CrossRef]
- Sarathy, B.P.; Hoy, P.M.; Duff, S.J. Removal of Oxygen Demand and Acute Toxicity during Batch Biological Treatment of a Petroleum Refinery Effluent. Water Qual. Res. J. 2002, 37, 399–411. [Google Scholar] [CrossRef]
- Sarhan Jawad, S. , & H Abbar, A. (2019). Treatment of petroleum refinery wastewater by electrochemical oxidation using graphite anodes. AL-Qadisiyah Journal for Engineering Sciences, 12(3), 144–150.
- Sarmadi, M.; Foroughi, M.; Saleh, H.N.; Sanaei, D.; Zarei, A.A.; Ghahrchi, M.; Bazrafshan, E. Efficient technologies for carwash wastewater treatment: a systematic review. Environ. Sci. Pollut. Res. 2020, 27, 34823–34839. [Google Scholar] [CrossRef] [PubMed]
- Sherhan, B. Y. , Abbas, A. D., Alsalhy, Q. F., Rashad, A. A., Rashad, Z. W., Shawkat, A. A., Abbas, T. K., & Kareem, N. A. A. (2016). Produced water treatment using ultrafiltration and nanofiltration membranes. Al-Khwarizmi Engineering Journal, 12(3), 10–18.
- Souza, R.; Ruotolo, L. Electrochemical treatment of oil refinery effluent using boron-doped diamond anodes. J. Environ. Chem. Eng. 2013, 1, 544–551. [Google Scholar] [CrossRef]
- Sun, Y.; Li, X.; Xie, H.; Liu, G. Removal of pollutants and accumulation of high-value cell inclusions in heavy oil refinery wastewater treatment system using Rhodopseudomonas and Pseudomonas:Effects of light intensity. Chem. Eng. J. 2021, 430, 132586. [Google Scholar] [CrossRef]
- Syarizan, M. (2004). Removal of Phenol and Benzene Using Photo Fenton Reagent.
- Tetteh, E. K. , Obotey Ezugbe, E., Rathilal, S., & Asante-Sackey, D. (2020). Removal of COD and SO42− from oil refinery wastewater using a photo-catalytic system—comparing tio2 and zeolite efficiencies. Water, 12(1), 214.
- Umejuru, E.C.; Mashifana, T.; Kandjou, V.; Amani-Beni, M.; Sadeghifar, H.; Fayazi, M.; Karimi-Maleh, H.; Sithole, N.T. Application of zeolite based nanocomposites for wastewater remediation: Evaluating newer and environmentally benign approaches. Environ. Res. 2023, 231, 116073. [Google Scholar] [CrossRef] [PubMed]
- Urgun-Demirtas, M.; Benda, P.L.; Gillenwater, P.S.; Negri, M.C.; Xiong, H.; Snyder, S.W. Achieving very low mercury levels in refinery wastewater by membrane filtration. J. Hazard. Mater. 2012, 215-216, 98–107. [Google Scholar] [CrossRef]
- Urgun-Demirtas, M.; Negri, M.C.; Gillenwater, P.S.; Nnanna, A.A.; Yu, J. Meeting world's most stringent Hg criterion: A pilot-study for the treatment of oil refinery wastewater using an ultrafiltration membrane process. J. Environ. Manag. 2013, 117, 65–75. [Google Scholar] [CrossRef]
- Vahid, B.; Khataee, A. Photoassisted electrochemical recirculation system with boron-doped diamond anode and carbon nanotubes containing cathode for degradation of a model azo dye. Electrochimica Acta 2012, 88, 614–620. [Google Scholar] [CrossRef]
- Valverde, J.L.; De Lucas, A.; Carmona, M.; Pérez, J.P.; González, M.; Rodríguez, J.F. Minimizing the environmental impact of the regeneration process of an ion exchange bed charged with transition metals. Sep. Purif. Technol. 2006, 49, 167–173. [Google Scholar] [CrossRef]
- Wuyep, P. A. , Chuma, A.G., Awodi, S., & Nok, A. J. (2007). Biosorption of Cr, Mn, Fe, Ni, Cu and Pb metals from petroleum refinery effluent by calcium alginate immobilized mycelia of Polyporus squamosus. Scientific Research and Essay. 2(7), 217–221.
- Yadav, D.; Das, R.K.; Saxena, S.; Shukla, S. OGF nanocomposite foam for enhanced recyclability and oil-recovery. J. Clean. Prod. 2023, 411. [Google Scholar] [CrossRef]
- Yadav, S.; Kamsonlian, S. A review of electrochemical methods for treatment of wastewater. Mater. Today: Proc. 2023, 78, 36–39. [Google Scholar] [CrossRef]
- Yan, L.; Ma, H.; Wang, B.; Mao, W.; Chen, Y. Advanced purification of petroleum refinery wastewater by catalytic vacuum distillation. J. Hazard. Mater. 2010, 178, 1120–1124. [Google Scholar] [CrossRef] [PubMed]
- Yan, L.; Ma, H.; Wang, B.; Wang, Y.; Chen, Y. Electrochemical treatment of petroleum refinery wastewater with three-dimensional multi-phase electrode. Desalination 2011, 276, 397–402. [Google Scholar] [CrossRef]
- Yavuz, Y.; Koparal, A.S.; Öğütveren. B. Phenol Degradation in a Bipolar Trickle Tower Reactor Using Boron-Doped Diamond Electrode. J. Environ. Eng. 2008, 134, 24–31. [Google Scholar] [CrossRef]
- Yavuz, Y.; Koparal, A.S.; Öğütveren. B. Treatment of petroleum refinery wastewater by electrochemical methods. Desalination 2010, 258, 201–205. [Google Scholar] [CrossRef]
- Yazdandoost, F.; Noruzi, M.M.; Yazdani, S.A. Sustainability assessment approaches based on water-energy Nexus: Fictions and nonfictions about non-conventional water resources. Sci. Total. Environ. 2020, 758, 143703. [Google Scholar] [CrossRef]
- Zahmatkesh, S.; Hajiaghaei-Keshteli, M.; Bokhari, A.; Sundaramurthy, S.; Panneerselvam, B.; Rezakhani, Y. Wastewater treatment with nanomaterials for the future: A state-of-the-art review. Environ. Res. 2023, 216. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Search flow diagram.

Figure 2.
Geographical distribution of the included studies by continents.
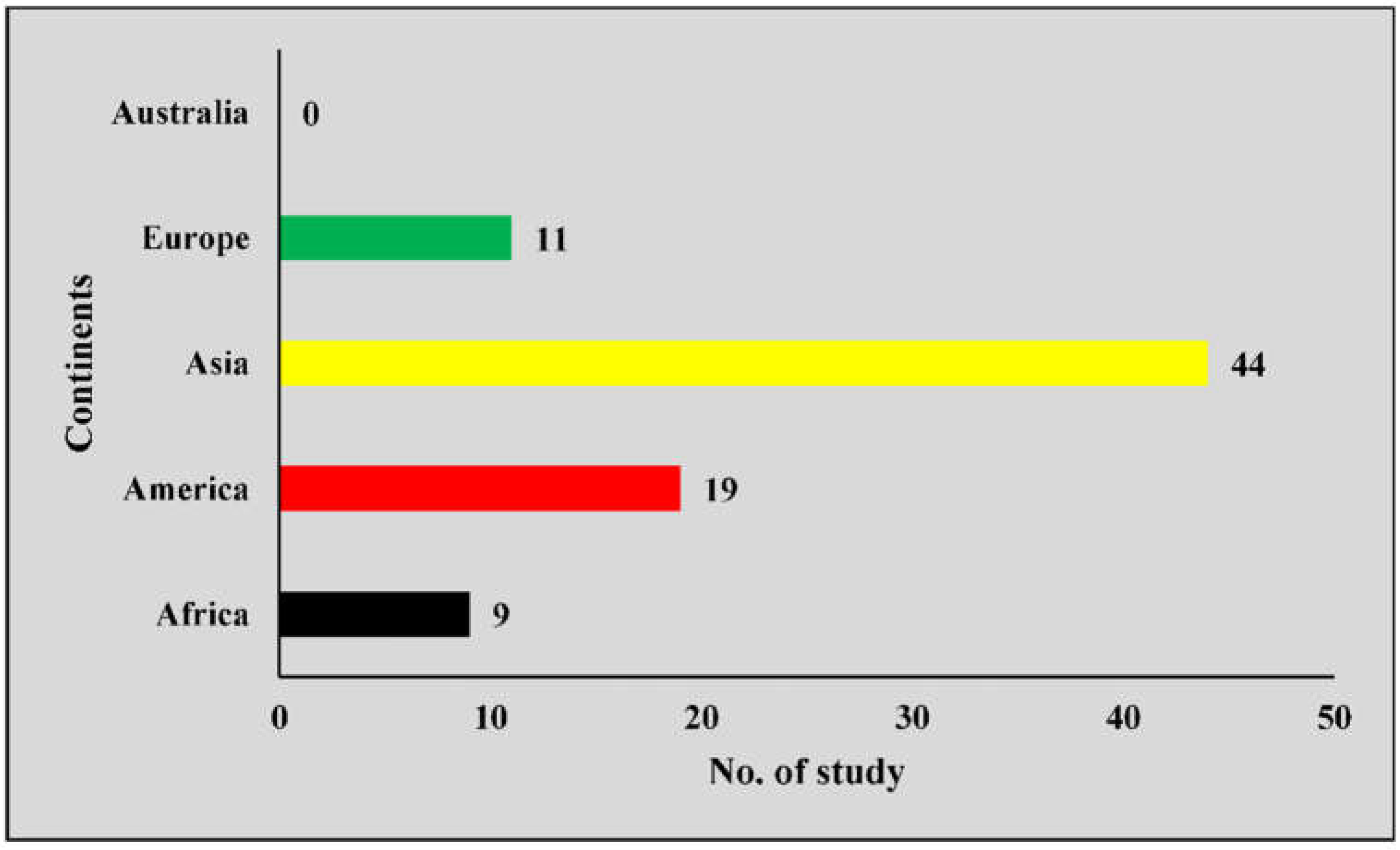
Figure 3.
Geographical distribution of the included studies by countries.

Figure 4.
The number of studies conducted in the last two decades (2003 to 2023).

Figure 5.
The number of studies based on the processes used in the reclamation of ORE.


Table 1.
Oil refinery effluent reclamation using biological processes.
| Scenario | Purpose | Main results and conclusions | Country & Reference | Year | |
|---|---|---|---|---|---|
| MBR-PMR with TiO2 | Removal of recalcitrant organic compounds | PMR with green TiO2 and recycled membrane with high efficiency and stability in removing organic matter. | Brazil, (de Oliveira et al., 2020) | 2020 | |
| MBR on full-scale | Water supply required for Greenfields | MBR reduces the concentration of NH3-N to less than 0.5 ppm and reduces the potential for nitrification. | Brazil, (Cerqueira et al., 2013) | 2013 | |
| Sequencing batch reactor system | Removal of phenolic compounds | High effectiveness in removing total phenols around 98%. | UAE, (W. Al Hashemi et al., 2015) | 2014 | |
| Anaerobic biofilm reactor (AnBR) | Removal of organic compounds | The significant relationship between system efficiency and bacterial diversity. The vital role of Acinetobacter and Pseudomonas bacteria in hydrocarbon degradation. Removal of COD by 80% after 11 days from the system launch. |
China, (Dong et al., 2016) | 2016 | |
| MBR on a pilot scale | Removal of organic compounds | MBR has high efficiency in removing COD, NH3-N, turbidity, color, phenol, and toxicity and subsequently meets standards for disposal and reuse of non-potable water. | Brazil, (Alkmim et al., 2017) | 2017 | |
| Biocathode microbial desalination cell (interaction of microalgae and bacteria) | Removing the organic compounds of ORE coupled with seawater desalination and bioelectricity production | Reduction of 70% COD, 81% BOD, 67% phosphorous, 61% sulfide, 67% TDS and 62% TSS. Save 1.245 kWh/m3 of power by microbial desalination cell (MDC) |
India, (Ashwaniy et al., 2020) | 2020 | |
| Biological treatment using Tyrosinase Enzyme produced from different microbial strains | The degradation of toxic organic pollutants | Significant removal of 95% phenol and 89% PAHs in effluent. | Nigeria, (Osuoha et al., 2019) | 2019 | |
| UASB-PBBR | Biodegradation of recalcitrant organic compounds (COD & PAHs) | COD removal efficiency in the UASB and PBBR over 118 days was 68.48% and 38.28%, respectively. Complete removal of PAHs. |
Iran, (Nasirpour et al., 2015) | 2015 | |
| Anoxic–aerobic sequential moving bed reactors | Removal of hydrocarbon, phenol, sulfide, and ammonia-nitrogen | The optimum HRT of 16 h for complete removals of phenol, TPH, COD, and NH3-N | India, (Mallick & Chakraborty, 2017) | 2017 | |
| Scenario | Purpose | Main results and conclusions | Country & Reference | Year | |
| Submerged ultrafiltration system using hollow fiber (HF) polytetrafluoroethylene (PTFE) membranes | The removal of total petroleum hydrocarbon (TPH) | The removal efficiency of TPH was found to be more than 91%. Different fractions of petroleum and PAH compounds were reduced. | Iran, (Keyvan Hosseini, 2022) | 2023 | |
| Continuous flow microbial fuel cell (MFC) and packages of cells with serial and parallel flow connections | COD removal and electricity generation | At HRT 45 h, COD removal increased to 87% by increasing HRT. Open-circuit voltage (OCV) produced was 760 mV in parallel flow connections (PFC). COD removal in SFC (89%) and PFC (42%). | Iran, (Kadivarian et al., 2020) | 2020 | |
| Bioremediation (using Azolla pinnata var. imbricata) | Absorb Heavy Metals and Fluorides | A significant difference between the initial and final concentrations of metal ions and fluoride after using the Azolla plant. bioconcentration factor (BCF) of fluoride, zinc, cadmium, and iron ≤ 1 and BCF of lead, chromium, hexavalent chromium, and copper ≅ 1. | India, (Parikh & Mazumder, 2015) | 2015 | |
| Bioremediation: A Review | Removal of Petroleum Contaminants | Degradation of complex petroleum chemical pollutants into simpler forms using bioremediation (through microbes, plants, or biocatalysts (via enzymatic pathways), biosorbents (use of microbial biomass), or the use of biological products (natural fibers, composite biologicals). | India, (Imam et al., 2021) | 2021 | |
| The use of Biosurfactants | Minimizing solid wastes | 50 mg/l of rhamnolipid reduces sludge disposal by 52%, removes COD by 81-97%. | Brazil, (Alexandre et al., 2016) | 2015 | |
| anoxic-oxic MBR on pilot scale | Removal of organic compounds | COD removal of 97.15 ± 1.85%, while oil and grease removal at 96.6 ± 2.6% | China, (Abass et al., 2018) | 2018 | |
| UASB | Removal of organic compounds | In four organic volumetric loading rates of 0.58, 0.89, 1.21, and 2.34 kg/m3 d, COD removal was 78, 82, 83, and 81% respectively. | Malaysia, (Gasim et al., 2012) | 2012 | |
| Bioremediation (Photosynthetic bacteria) using effects of light intensity | Removal of pollutants and accumulation of high-value cell inclusions | 500 lx was the optimal intensity for 62.66% SCOD and 91.54% NH4+-N removal. 4000 lx was the optimal light intensity for the carotenoid, bacteriochlorophyll, and biomass production | China, (Sun et al., 2022) | 2021 | |
| Scenario | Purpose | Main results and conclusions | Country & Reference | Year | |
| UASB reactor using RSM | Removal of organic compounds | the effluent COD was 120 mg/L, the VSS effluent was 0.4 mg/L and the biogas rate was 0.025 L biogas/L feed. | Iran, (Rastegar et al., 2017) | 2017 | |
| MBR | Removal of organic compounds | The use of oxalic acid at pH 2.5 followed by the use of NaOCl (5000ppm) increased the permeability of the membrane up to 92.7%. | Brazil, (Lebron et al., 2021) | 2021 | |
| Phytoremediation (using Brassica juncea) muskgrass (a macroalga, Chara canescens) | Removal of Selenium | Decomposition of all accumulated SeCN(-) into other forms of SeCN | USA, (M. P. De Souza et al., 2002) | 2002 | |
| Expanded Bed Nitrification | Nitrification | Biofilms incubated in ORE achieved higher ammonia removal than those incubated in the synthetic wastewater (SWW). | UK, (Akhidime, 2009) | 2009 | |
| BAC | removing PAHs and aliphatic hydrocarbons | Removal of PAH by 97% under condition contact time (24 h), temperature (24 °C), and moderate oxygen concentration (6–7 mg O2 L−1) | Sweden, (Augulyte et al., 2009) | 2009 | |
| UASB reactor | Removal of COD | 76.3% COD removal efficiency and a 0.25 L biogas/L feed d biogas production rate | Iran, (Rastegar et al., 2011) | 2011 | |
| Bioremediation | Removal of COD & BOD using Scenedesmus obliquus |
Bioremediation is an effective technology in the reduction of pollutants like inorganic and organic compounds | India, (Rajasulochana et al., 2009) | 2009 | |
| Batch biological reactor | Removal of COD, BOD, and Acute Toxicity | removal of 93% of BOD, 77% of COD, and 27.8% EC50 | Canada, (Sarathy et al., 2002) | 2002 | |
| Biosorption | Removal of Cr, Mn, Fe, Ni, Cu, and Pb metals | Maximum uptake of cationic metal ions at pH 4-6 by immobilized P. squamosus with fungal biomass | Nigeria, (Wuyep et al., 2007) | 2007 | |
| Phytoremediation (using water hyacinth) | Removal of heavy metals | To overcome this limitation, factors such as pH, temperature, amount of water hyacinth, effluent flow and retention time, metal concentrations, and size of lagoon need also to be considered. | Malaysia, (Ismail & Beddri, 2009) | 2008 | |
Table 2.
Oil refinery effluent reclamation using membrane-based processes.
| Scenario | Purpose | Main results and conclusions | Country & Reference | Year |
|---|---|---|---|---|
| UF-IX/MOX | Supply of makeup water for cooling towers | In the optimum pressure of 1 bar, removal efficiency of COD (57%), TDS (80%), Turbidity (94%), SiO2 (67%), Oil (88%), and HPC (99%) was achieved. | Iran, (Hashemi et al., 2020) | 2020 |
| Comparison of hybrid UF-OMBR and MBR | oil refinery effluent treatment | The high removal efficiency for UF in UF-OMBR [COD removal (99.6)] compared to UF in conventional MBR [COD removal (66.8)] | Brazil, (Moser et al., 2019) | 2019 |
| FO using NaCl as the draw solute | Desalination | SO42- rejection of 100%, CO32- rejection of 95.66 ± 0.32%, and flux recovery of 95% after CIP. | South Africa, (Ezugbe et al., 2021) | 2021 |
| UF process | Removal of turbidity and mercury to meet the discharge standard | Removal of mercury less than 1.3 ppt and turbidity to less than 0.16 NTU. | USA, (Urgun-Demirtas et al., 2013) | 2013 |
| Comparison of FO, RO, FO-RO Hybrid | Desalination of ORE to achieve effluent discharge standards | For FO (permeation flux: 3.64 ± 0.13 L/m2 h, Cl-: 35.5, SO42-: 100%, CO32-: 94.59 ± 0.32 and flux recovery of 86%. For RO (permeation flux: 2.29 ± 0.24 L/m2h, Cl- rejection: 90.5%, SO42-: 95.1%, CO32-:97.3 ± 0.4 and flux recovery: 62.52%. The FO-RO hybrid process proved unsuccessful | South Africa, (EO et al., 2020; Ezugbe, 2021) | 2021 |
| Membrane desalination | Effluent desalination | In optimum conditions, final treated effluent by MD, the maximum amount of conductivity, COD, and chloride were 5.6 μS/cm, 4 mg/L, and less than 7 mg/L respectively. | Iran, (Jalayer et al., 2022) | 2022 |
| Membrane process | possibility to reuse the effluent as a makeup water | UF was more efficient in reaching the makeup water. | Turkey, (Al-Nidawi, 2022) | 2022 |
| Nanofiltration membrane processes | water recycling, reuse, and product recovery: A review | NF was more efficient in ORE reclamation, recycling, reuse, and recovery applications due to its capability to separate the divalent/polyvalent ions while allowing permeation for monovalent ions and small molecules. | Malaysia, (Ahmad et al., 2022) | 2022 |
| Micellar-enhanced ultrafiltration (MEUF) | Removal of heavy metals | Ni, Pb, Cd, and Cr decreased by 96%, 95%, 92%, and 86%, respectively | Iran, (Hashemi et al., 2018) | 2018 |
| MF-RO | Removal of pollutants in petroleum effluents | MF-RO in the reclamation of ORE to supply water to steam boilers was efficient. | USA, (Lopez et al., 2006) | 2006 |
| Scenario | Purpose | Main results and conclusions | Country & Reference | Year |
| UF-NF | Removal of turbidity, COD, and Oil content, SO4-2, and NO3 | Removal of turbidity by 95%, COD (160 mg/l), Oil content (26.8 mg/l), SO4-2 (110 mg/l), and NO3 (48.4 mg/l) were agreed with the permissible limits of WHO. The Cl-1 (8900 mg/l) component was not within the allowable limits. This method is seen to be not sufficient to remove the salinity of the produced water. | Iraq, (Sherhan et al., 2016) | 2016 |
| UF (PS membrane)-RO (PA membrane) | Desalter effluent treatment | The UF membrane as an effective pretreatment removed more than 75% of the oil content, and RO removed more than 95% of TDS | Iran, (Norouzbahari et al., 2009) | 2009 |
| Membrane desalination | Removal of mercury | MF, UF, NF, and RO membranes were efficient in achieving the Hg discharge criterion (<1.3 ng/L). P≥34.5 bar had a significant effect on NF and RO flux and permeate quality. | USA, (Urgun-Demirtas et al., 2012) | 2012 |
| Hybrid UF/RO membrane using polyacrylonitrile and polyamide membranes | Removal of oil and grease content, TOC, COD, TDS and turbidity | The hybrid UF/RO system reduced 100%, 98%, 98%, 95%, and 100% in Oil and G content, TOC, COD, TDS, and turbidity, respectively. | Iran, (Salahi et al., 2011) | 2011 |
Table 3.
Oil refinery effluent reclamation using AOPs and electrochemical processes.
| Scenario | Purpose | Main results and conclusions | Country & Reference | Year |
|---|---|---|---|---|
| Electrochemical oxidation using three-dimensional multi-phase electrode | Removal of COD, salinity, and phenol | Under optimum conditions (pH: 6.5; v:12V): Removal of COD by 92.8%, and salinity (84 μS cm−1) | China, (Yan et al., 2011) | 2011 |
| Electrochemical oxidation methods: using a boron-doped diamond anode, ruthenium mixed metal oxide (Ru-MMO) electrode, electro-Fenton, and electrocoagulation | Removal of COD, and phenol | Complete phenol and COD removal in almost all electrochemical methods, except electrocoagulation. The most efficient method: the electro-Fenton process followed by the electrochemical oxidation using a boron-doped diamond anode |
Turkey, (Yavuz et al., 2010) | 2010 |
| Electrochemical oxidation using graphite anodes | Removal of COD, and phenol | Under best conditions (current density 12 mA cm-2, pH 7, and NaCl: 2 gl-1, and treatment time of 60 min): COD removal by 100% and phenol removal by 99.12%. | Iraq, (Sarhan Jawad & H Abbar, 2019) | 2019 |
| Batch ozone-photocatalytic oxidation (O3/UV/TiO2), and biological remediation by macroalgae | Removal of phenol, sulfide, COD, O&G, and ammonia | the physicochemical results showed that a combination of (O3/UV/TiO2) for 10 min followed by macroalgae depuration seems to be a good option for cost-effective treatment of produced water streams. | Brazil, (Corrêa et al., 2010) | 2010 |
| Combination of AOPs (H2O2 photolysis and catalytic wet peroxide oxidation) | Removal of pollutants in petroleum effluents | H2O2/UVC process with LP lamp: removal of phenolic compounds, TOC, and COD was 100%, 52.3%, and 84.3%, respectively. Complete elimination of phenolic compounds, 47.6% of TOC, and 91% of COD was achieved during the H2O2/UVC process with an MP lamp. |
Spain, (Rueda-Márquez et al., 2016) | 2016 |
| Electrocoagulation: RSM design approach | Removal of turbidity, TOC, COD, TDS, and Oil content | Removal of turbidity by 84.5%, COD by 82%, TDS by 20%, and Oil content by 99%. | Iraq, (Jasim et al., 2023; Jasim & AlJaberi, 2023a, 2023b) | 2023 |
| Electrocoagulation Reactor Using Response Surface Method | Removal of TOC, Oil Content, and Turbidity | Removal of turbidity by 84.43%, TOC by 84%, and Oil content by 86%. | Iraq, (AlJaberi, 2020a; AlJaberi et al., 2020) | 2020 |
| Ozone-Based Advanced Oxidation Processes | Reuse and Recycle Solutions | ↑ H2O2 amount to 80 mg/L, ↓ to 37.5 min →decreasing the energy and reagent consumption costs by 37%, reaching a final TOC under 4 mg/L. | Spain, (Demir-Duz et al., 2020) | 2020 |
| Scenario | Purpose | Main results and conclusions | Country & Reference | Year |
| Electrocoagulation (EC) and electrochemical oxidation (EO) techniques | Removal of COD | EC (aluminum and mild steel were used as the anode): COD removal by 87% EO (ruthenium oxide-coated titanium (RuO2/Ti) was used as the anode): COD removal by 92% |
India, (Ibrahim, 2013) | 2013 |
| Electrochemical: using boron-doped diamond anodes | Organic compounds removal | The anode could be successfully used to treat effluents containing organic compounds. The anode (which was deposited onto a niobium substrate) was not stable and showed intense pitting corrosion after 300 h of use. |
Brazil, (R. B. A. Souza & Ruotolo, 2013) | 2013 |
Table 4.
Oil refinery effluent reclamation using electro-Fenton-based and catalysts-based processes.
Table 4.
Oil refinery effluent reclamation using electro-Fenton-based and catalysts-based processes.
| Scenario | Purpose | Main results and conclusions | Country & Reference | Year |
|---|---|---|---|---|
| Electrofenton process: using a porous graphite air-diffusion cathode | COD removal | COD removal efficiency: 94% with lowering specific energy consumption of 3.75 kWh/kg COD | Iraq, (Jiad & Abbar, 2023) | 2023 |
| Photo-catalytic system (TiO2 and zeolite) | Removal of COD and SO42- | Removal efficiency: 92% for zeolite and 91% for TiO2, TiO2 exhibited more efficiency in terms of mixing rate and reaction time requirements. | South Africa, (Tetteh et al., 2020) | 2020 |
| TiO2/Ag photocatalyst fixed on lightweight concrete plates | Removal and degradation of organic pollutants | COD removal under sunlight for 8 hours: 51.8% COD removal using UV-A lamps: 76.3% |
Iran, (Delnavaz & Bos’ hagh, 2021) | 2021 |
| Photo-ferrioxalate and Fenton’s reactions with UF step | Removal of pollutants | Removal of COD, phenol, sulfides, TSS, turbidity, and color, were 94%, <0.5 mg/L, <0.2 mg/L, <1 mg/L, 2 NTU, and 254 Pt-Co, respectively. | Mexico, (Estrada-Arriaga et al., 2016) | 2015 |
| Photovoltaic cell electro-Fenton oxidation | Removal of organic compounds | More than 98% removal of organic content and 39.67 kWh/m3 for the consumption of energy. | Iraq, (Atiyah et al., 2020) | 2020 |
| Nano-TiO2-Induced Photocatalysis | Removal of TPH | The use of solar light with doped TiO2 can replace UV light, which has a much higher energy consumption. Light-emitting diode light can also be an option because of its higher electron-photon conversion rate. | Canada, (Liu et al., 2017a) | 2017 |
| Zinc Oxide Nano Particle as Catalyst in Batch and Continuous Systems | Removal of Oil content | Removal efficiency of the Oil content of the ZnO/UV was 80% at 20 mL/min and irradiation time 120 min. | Iraq, (Alkhazraji & Alatabe, 2021) | 2021 |
| Photo Fenton Reagent | Removal of Phenol and Benzene | The optimum ratio of Fenton Reagent is Fe: H202=l:25, at a COD reduction of 53.8%. The optimum temperature for operating a photo-Fenton reaction is 40°C, at a COD reduction of 68%. | Malaysia, (Syarizan, 2004) | 2004 |
| A semiconductor (ZnO, TiO2, and AL2O3) in the presence of solar as source of energy | Removal of oil content | Removal of oil content by ZnO, TiO2, and AL2O3 were 95.2 % and 92.11%, 80.7%, respectively. | Iraq, (Hassan et al., 2018) | 2018 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.


The Cost Benefit of Refinery Effluent Pretreatment Upstream of Membrane Bioreactors
Kasro Kakil Hassan Dizayee
et al.
,
2023
Green Energy Potential from the Organic Fraction of Municipal Solid Waste in Malaysia
Ahmad Aiman Zulkifli
et al.
,
2019



MDPI Initiatives
Important Links
© 2024 MDPI (Basel, Switzerland) unless otherwise stated