
Preprint
Article
Optimizing Powder-to-Liquid Ratios in Lost Foam Casting Coatings: Impacts on Viscosity, Shear Thinning Behavior, Coating Weight, and Surface Morphology
Altmetrics
Downloads
65
Views
21
Comments
0
A peer-reviewed article of this preprint also exists.


This version is not peer-reviewed
Submitted:
30 July 2024
Posted:
31 July 2024
You are already at the latest version
Alerts
Abstract
This study explores the effects of powder-to-liquid ratio on the performance characteristics of lost foam casting coatings. The investigation focuses on how variations in this ratio affect key properties including apparent viscosity, shear thinning behavior, coating weight, and surface morphology. Through a series of controlled experiments, coatings were prepared with different powder-to-liquid ratios and assessed for their physical and application properties. The results indicate that increasing the powder-to-liquid ratio raises the apparent viscosity and modifies shear thinning behavior. Notably, ratios exceeding 2.0 result in a sharp increase in viscosity that impedes coating application. The optimal powder-to-liquid ratio was determined to be between 2.0 and 2.2, where coatings demonstrated enhanced uniformity, improved particle distribution, and superior surface morphology. Coating weight increased up to a ratio of 2.2 but decreased beyond this threshold due to excessive viscosity. Both microscopic and macroscopic analyses confirmed that a ratio of 2.0 to 2.2 strikes the best balance for coating performance. These findings underscore the importance of precise powder-to-liquid ratio control to optimize the quality of lost foam casting coatings, offering valuable insights for refining coating formulations and application techniques in industrial contexts.
Keywords:
Subject: Engineering - Mechanical Engineering
1. Introduction
With the continuous advancement of society and the rapid development of modern industry, the demand for advanced casting technologies has significantly increased [1,2,3,4]. The future of casting technology lies in near-net-shape manufacturing, high density, and high efficiency [5,6]. The lost foam casting (LFC) process is an innovative method in the casting industry that aligns with these demands [7,8,9,10]. This process involves coating a model, which mirrors the dimensions of the desired casting, with a refractory layer. Once dried and formed, the model is molded together with quartz sand, and molten metal is subsequently poured into the mold. The high temperature of the molten metal causes the model to vaporize, and after the metal solidifies, the final casting is produced. The LFC process is celebrated for its high precision, low cost, ease of design, simplicity, low environmental impact, and high efficiency [11,12,13]. Consequently, it has gained significant attention both domestically and internationally and is widely applied in various fields, including iron alloys, magnesium alloys, and aluminum alloys.
In the LFC process, the role of the coating is crucial. It is an essential auxiliary material that ensures the production of smooth and high-quality cast surfaces [14,15,16,17]. The composition and performance of the coating must be meticulously tailored to the LFC process. Any mismatch can result in casting defects such as porosity, sand inclusion, and increased carbon content, ultimately degrading the quality of the castings and increasing scrap rates. Therefore, to produce high-quality cast parts, particularly large or complex ones, extensive research on the formulation and proper application of coatings is indispensable.
The evolution and innovation of LFC technology are inextricably linked to the development of lost foam coatings. Only through advancements in coating materials and formulations can significant progress in the LFC process be achieved. Lost foam coatings are typically composed of aggregates, binders, suspending agents, carriers, and various additives [18,19,20,21]. Aggregates are the primary components and have a profound impact on the coating's strength and permeability. However, they can also introduce casting defects such as porosity and slag inclusion. The selection of appropriate aggregates is based on a comprehensive analysis of the casting's metal type, size, temperature, and geometry. Common aggregates include silica sand, corundum, talc, quartz, and graphite, which can be used individually or in combination. Binders, which can be inorganic or organic, enhance the coating's strength and adhesion properties. Suspending agents prevent the coating from clumping, settling, or aggregating, thereby increasing its viscosity, thixotropy, and coating properties. Carriers, typically water-based or alcohol-based, act as dispersing media, and their proper selection can improve the surface quality of castings. Specific performance requirements may necessitate the inclusion of additives such as surfactants, defoamers, and preservatives [22,23,24].
When applied to the model, lost foam coatings fulfill several critical roles in the casting process, including support, heat transfer, mass transfer, control of metal fluidity, and enhancement of surface quality [25,26,27]. Their primary functions include increasing the model's strength and rigidity to minimize deformation, protecting the molten metal from infiltrating the molding sand, ensuring high permeability for the escape of decomposition products, and providing good peelability. Consequently, lost foam coatings prevent mold collapse, model deformation, and defects such as porosity or surface carbon increase, underscoring their indispensable role in the LFC production process.
The performance of a coating is influenced not only by its formulation but also by its preparation process. Even with an identical formulation, variations in preparation methods can yield different performance outcomes. During the preparation of coatings, it is critical to ensure that thickeners, binders, and solvents are fully dispersed and strongly adsorbed onto the refractory powder. This ensures the complete integration of the coating components, which is essential for achieving good thixotropy and coatability [28,29]. In practical production, the coating undergoes several stages, including preparation, stirring, application, and drying. The initial stages of preparation and stirring are vital for most LFC coatings. If process parameters are not optimized, it can directly affect the subsequent performance and the surface quality of the cast products. Factors such as the ratio of powder to carrier liquid, stirring time, and stirring speed all significantly influence the coating's performance. The initial ratio of coating to carrier liquid is a critical step; improper proportions or stirring parameters can result in poor suspension, coatability, and uneven application, leading to defects such as sand adhesion and deformation during metal pouring. These issues ultimately affect the surface smoothness and overall quality of the cast products.
This study focuses on commercial lost foam coatings, examining the impact of different powder-to-liquid ratios on coating performance, including viscosity, coatability, and surface morphology. By analyzing these effects, the study aims to provide critical data to optimize the use of coatings in the Lost Foam Casting (LFC) process, thereby contributing to the production of high-quality cast parts. Additionally, this research underscores the importance of a thorough understanding of the coating preparation process among practitioners. A precise control of the powder-to-liquid ratio not only enhances the coating's performance but also ensures consistency and reliability in the final cast products. This study emphasizes the necessity for meticulous preparation and monitoring of coating parameters to achieve optimal results, promoting the efficiency and effectiveness of the LFC process in industrial settings.
2. Experimental Materials and Methods
In this study, water-based lost foam casting powders were employed, with water serving as the primary solvent. The coating formulation comprised several essential components: refractory powders, binders, suspending agents, carriers, surfactants, and defoamers. Specifically, the refractory powders included zircon sand and bauxite. Sodium bentonite and carboxymethyl cellulose (CMC) were selected as suspending agents to ensure stability and homogeneity of the suspension. The binders used were silica sol and phenolic resin, which were chosen for their binding strength and compatibility with the refractory materials. Alkylphenol polyoxyethylene ether was used as the surfactant to enhance the dispersion of powders, while n-butanol served as the defoamer to reduce bubble formation and improve coating consistency.
Five distinct powder-to-liquid ratios were systematically studied: 1.5, 1.8, 2.0, 2.2, and 2.5. Each ratio was tested with three different stirring durations to evaluate its impact on coating properties. The powders were precisely weighed using an electronic balance with an accuracy of 0.1 g. For each experimental condition, a total mass of 750 g was maintained, as detailed in Figure 1. Initially, the powders were manually stirred for three minutes to ensure the dissolution of any dry particles. This was followed by high-speed dispersion using a frequency-conversion disperser, with varying stirring times to achieve optimal mixing. After stirring, the mixture was discharged for subsequent analysis.
A controlled variable approach was utilized to investigate the effects of different powder-to-liquid ratios on the coating properties, while keeping stirring rates, stirring durations, and total weights constant. Additionally, the influence of varying stirring times on the properties of the coatings was examined under fixed stirring rates and powder-to-liquid ratios.
After mixing the coatings according to the designated powder-to-liquid ratios, stirring times, and speeds, the mixtures were allowed to stand for three minutes. The viscosity and shear stress of the coatings were then measured using a digital rotational viscometer, which is manufactured by Shanghai Fangriu Instrument Co., Ltd. (Shanghai, China), as shown in Figure 2. To evaluate the surface morphology, glass slides were immersed in the coating beaker for ten seconds. The slides were then removed, allowed to drip naturally for three seconds, and subsequently air-dried. Both macroscopic and microscopic observations of the dried samples were conducted, as illustrated in Figure 3.
For determining the coating weight, a clean stainless steel sheet was used. The initial weight (W1) of the sheet was recorded before immersion in the lost foam coating, ensuring complete coverage of the sheet. After a ten-second immersion, the sheet was lifted and allowed to hang, permitting excess coating to drip off under the force of gravity. Following a two-minute interval, the sheet was weighed again (W2) using an electronic balance. The coating weight was calculated as the difference between W2 and W1, represented in grams, as depicted in Figure 4.
This methodology guarantees a comprehensive and precise preparation and analysis of the coating materials, demonstrating a high level of scientific rigor and attention to detail that meets the stringent standards of premier scientific publications.
3. Results and Discussion
3.1. Effect of Powder-to-Liquid Ratio on the Apparent Viscosity of the Coating
The coatings under investigation exhibit non-Newtonian fluid characteristics, which result in viscosity variations dependent on the measurement conditions. To elucidate the impact of the powder-to-liquid ratio on coating viscosity, the apparent viscosities were meticulously measured using a rotational viscometer at rotor speeds of 6 rpm, 12 rpm, 30 rpm, and 60 rpm. This multi-speed approach provides a comprehensive evaluation of the coating's plastic viscosity, offering an accurate representation of its performance characteristics. The data on viscosity variations with different powder-to-liquid ratios are depicted in Figure 5.
As shown in Figure 5, the viscosity of the coatings generally increases with a higher powder-to-liquid ratio across all rotor speeds. This increment is attributed to the increased solid content, which augments the internal friction and resistance to flow. However, extended stirring times introduce shear thinning effects, leading to a gradual reduction in viscosity. Specifically, when the powder-to-liquid ratio exceeds 2.0, a pronounced rise in viscosity is observed. This elevated viscosity can result in application challenges, including uneven coating and impaired usability, as excessive thickness can hinder uniform film formation.
Furthermore, Figure 6 illustrates the shear stress associated with different powder-to-liquid ratios.
The shear stress measurements, presented in Figure 6, demonstrate a direct correlation between powder-to-liquid ratio and shear stress. Higher powder-to-liquid ratios result in increased shear stress, reflecting enhanced structural integrity within the coating. Although the shear stress increases consistently with the powder-to-liquid ratio, the rate of increase diminishes at higher rotor speeds. This behavior suggests that while the coating's resistance to flow increases, the effect of shear rate becomes less pronounced at elevated speeds. High shear stress values indicate robust solid-like properties, whereas lower values signify more liquid-like characteristics. The observed shear stress behavior underscores the significant role of suspending agents, which promote the formation of a network structure within the coating. This network increases the flow resistance, necessitating higher shear stress to achieve flow. The effective dispersion and stability of these structural elements are crucial for optimizing the coating's performance and application characteristics.
3.2. Effect of Powder-to-Liquid Ratio on the Shear Thinning Behavior of the Coating
In practical applications, the dilution of coatings is often necessary to achieve optimal brushing performance and surface quality. Shear thinning behavior, a crucial parameter in evaluating the usability of coatings, reflects how viscosity changes under varying shear rates. The effect of the powder-to-liquid ratio on the shear thinning behavior of the coating is illustrated in Figure 7.
The shear thinning behavior of coatings is critically influenced by the powder-to-liquid ratio. A high powder-to-liquid ratio results in a higher initial viscosity, which can impair the ease of application and uniformity of the coating. This is due to the formation of a complex three-dimensional network structure within the coating, which increases its resistance to flow. The shear thinning behavior was evaluated by comparing the apparent viscosities obtained from a rotational viscometer at low (6 rpm) and high (60 rpm) speeds. The ratio of these viscosities provides insight into the coating's shear thinning characteristics and its practical usability.
Figure 7 reveals that, with a stirring time of 10 minutes, the shear thinning ratio increases with the powder-to-liquid ratio, reaching a peak around a ratio of 2.0 before declining with further increases in the ratio. This behavior is indicative of the balance between network formation and shear-induced disruption. As the stirring time extends to 40 minutes, the shear thinning ratio initially rises, then slightly decreases, and subsequently increases rapidly. This complex behavior suggests that prolonged stirring enhances the network formation but also introduces shear-induced breakdown, affecting the coating's performance. When the stirring time is extended to 80 minutes, the shear thinning ratio exhibits a more pronounced increase followed by a decrease. Notably, the overall values at this longer stirring time are superior compared to other durations. This finding underscores the importance of optimizing stirring time to achieve a balance between network structure and shear-induced effects.
The observed shear thinning behavior is significantly influenced by the molecular characteristics of the coating components. High molecular weight copolymers, compared to low molecular weight substances, form extensive linear chains in aqueous dispersions. These chains can entangle due to their rotational and reptational motions, creating numerous entanglement points that contribute to a higher apparent viscosity at low shear rates (6 rpm). This entangled network structure provides substantial resistance to flow, resulting in elevated viscosity. At higher shear rates (60 rpm), this network structure is disrupted, leading to reduced flow resistance and lower viscosity. The observed variations in the shear thinning ratio are thus a result of both the powder-to-liquid ratio and the duration of stirring, which influences the extent of network formation and shear-induced breakdown. Effective mixing is also crucial during the preparation process to ensure a uniform distribution of components and to achieve desired shear thinning properties. Inadequate mixing can lead to inconsistencies in coating performance, impacting the final application quality.
3.3. Effect of Powder-to-Liquid Ratio on Coating Weight
To systematically evaluate the effect of the powder-to-liquid ratio on the coating weight, this study employed a fixed stirring speed of 1000 rpm and a stirring time of 80 minutes. This standardization was crucial for ensuring thorough mixing and minimizing external variables that could influence the results. The impact of varying powder-to-liquid ratios on the coating weight is detailed in Figure 8.
As depicted in Figure 8, the coating weight initially increases with the powder-to-liquid ratio, reaching a maximum around a ratio of 2.2, after which it begins to decrease. This trend can be attributed to several factors. At lower powder-to-liquid ratios, the coating exhibits lower viscosity due to the reduced powder content. This lower viscosity results in weaker particle cohesion, leading to a thinner application that does not adhere effectively to the test plate, thereby reducing the coating weight. As the powder-to-liquid ratio increases, the viscosity of the coating rises due to the higher concentration of powder. This increase in viscosity enhances the coating’s ability to adhere to the substrate, resulting in a thicker application and improved coating weight. However, when the powder-to-liquid ratio exceeds 2.2, the viscosity becomes excessively high. This excessive viscosity causes the particles to cohere more tightly, which impedes proper adhesion to the test plate and consequently reduces the coating weight. Furthermore, higher powder-to-liquid ratios introduce variability in coating weight, reflecting reduced uniformity in the coating mixture and potential difficulties in achieving consistent application.
Thus, based on the observed data, a powder-to-liquid ratio exceeding 2.2 is not advisable. For optimal coating performance, a ratio of 2.0 is recommended. This ratio strikes a balance between sufficient viscosity for effective application and minimal variability in coating weight.
The morphological characteristics of coatings with varying powder-to-liquid ratios are illustrated in Figure 9.
At lower ratios (e.g., 1.8), the coating exhibits a low viscosity, resulting in a sparse distribution on the stainless steel test plate and noticeable downward flow, as shown in Figure 9a. This phenomenon is indicative of insufficient coating thickness and poor adherence. When the ratio is increased to 2.0 and 2.2, the coating achieves a more uniform distribution and smoother surface morphology, as seen in Figure 9b,c. This improvement in morphology reflects enhanced application characteristics and uniformity. Conversely, at excessively high ratios (e.g., 2.5), the coating performance deteriorates, resulting in uneven surface thickness and poor application consistency, as illustrated in Figure 9d. This deterioration aligns with the observed effects of increased viscosity and weight variability, confirming that excessively high powder-to-liquid ratios adversely affect coating performance.
In summary, careful adjustment of the powder-to-liquid ratio is crucial for optimizing coating application. A ratio of 2.0 is recommended to achieve a desirable balance between viscosity, coating weight, and uniformity, ensuring consistent and effective application of the coating.
3.4. Effect of Powder-to-Liquid Ratio on Coating Surface Morphology
To comprehensively understand how different powder-to-liquid ratios affect coating surface morphology, coatings were prepared and analyzed for their microstructural and macrostructural characteristics. Glass slides were immersed in the coatings, subsequently removed, and allowed to air dry. Figure 10 displays the microstructural variations in the coatings based on different powder-to-liquid ratios.
At a lower powder-to-liquid ratio of 1.8, the coating exhibits insufficient aggregate particles, resulting in sparse and uneven particle distribution (Figure 10a). This low particle density, coupled with the low viscosity of the coating, leads to inadequate suspension and dispersion of aggregates. During the mixing process, centrifugal forces cause the particles to accumulate at the periphery, exacerbating the uneven distribution and negatively impacting the coating’s consistency and performance.
As the powder-to-liquid ratio is increased to 2.0 and 2.2, there is a significant enhancement in both the quantity and uniformity of aggregate particles within the coating (Figure 10b,c). This improvement reflects a more stable and homogeneous structure, enhancing the coating’s application performance. The increased particle density ensures a better suspension of aggregates, leading to improved coating uniformity and functionality.
However, at a higher powder-to-liquid ratio of 2.5, the coating's viscosity becomes excessively high, resulting in noticeable agglomeration of particles (Figure 10d). This high viscosity leads to poor particle dispersion, causing uneven distribution and increased variability in coating weight. The agglomeration affects the coating's ability to form a smooth layer, which can result in application difficulties and reduced performance.
Figure 11 illustrates the macrostructural effects of varying powder-to-liquid ratios on coating thickness and surface quality.
At ratios of 2.0 and 2.2, the coatings exhibit a smooth and consistent surface texture, indicative of optimal brushing performance and uniform application (Figure 11b,c). The coatings at these ratios demonstrate superior surface integrity and evenness, reflecting an ideal balance between viscosity and aggregate distribution.
Conversely, at a powder-to-liquid ratio of 2.5, the coating shows significant surface irregularities and inconsistent thickness (Figure 11d). The excessive viscosity results in poor spreading and increased surface defects, which adversely impact the coating’s appearance and functional properties. This finding aligns with previous observations that excessively high powder-to-liquid ratios can lead to compromised coating performance.
The findings from Figure 10 and Figure 11 highlight the critical role of the powder-to-liquid ratio in determining both microstructural and macrostructural characteristics of the coating. Both excessively low and high powder-to-liquid ratios lead to suboptimal results. Low ratios result in inadequate particle density and poor distribution, while high ratios lead to excessive viscosity and particle agglomeration. These issues underscore the importance of precise formulation in coating preparation to achieve desired performance and quality. Maintaining a powder-to-liquid ratio between 2.0 and 2.2 is recommended for achieving the best coating performance. This range provides the optimal balance for uniform aggregate distribution, smooth application, and high-quality surface morphology. Deviations from this range may result in decreased coating performance and inconsistencies, highlighting the need for careful control of formulation parameters in coating development.
4. Conclusion
This study examined the impact of powder-to-liquid ratio on the performance of lost foam casting coatings through a comprehensive experimental approach. Our investigations focused on how variations in this ratio influence critical coating properties, including viscosity, shear thinning behavior, coating weight, and surface morphology. The key findings are as follows:
1. The optimal powder-to-liquid ratio for achieving high-quality lost foam casting coatings is identified as being between 2.0 and 2.2. This range ensures effective particle distribution, manageable viscosity, and an improved surface finish.
2. The shear thinning behavior of the coatings demonstrates a direct correlation between powder-to-liquid ratio and shear stress, indicating a more robust structural network formation within the coating. At shorter stirring times, the development of this network is less pronounced; however, longer stirring times enhance network formation, thereby improving the coating's application performance.
3. The amount of coating deposited increases with the powder-to-liquid ratio, reaching an optimal maximum at approximately 2.2. Beyond this point, further increases in the ratio lead to a reduction in coating weight due to excessively high viscosity impairing adhesion and uniformity.
4. Microscopic and macroscopic analyses reveal that at lower powder-to-liquid ratios, the coating exhibits poor particle distribution and uneven surface texture. Ratios around 2.0 and 2.2 provide a more uniform distribution of aggregates and smoother surface morphology.
Author Contributions
Conceptualization, Guojin Sun; methodology, Guojin Sun, Zhenggui Li and Qi Wang; formal analysis, Guojin Sun, Qi Wang and Zhenggui Li; investigation, Guojin Sun ,Qi Wang and Zhenggui Li; data curation, Guojin Sun and Qi Wang ; writing—original draft preparation, Guojin Sun; writing—review and editing, Guojin Sun and Zhenggui Li; supervision, Guojin Sun and Zhengui Li. All authors have read and agreed to the published version of the manuscript.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgments
The authors acknowledge financial support from Kunlun Talent Project of Qinghai Province(2023-QLGKLYCZX-032).
References
- Sun F, Zhang Z, Liao D,et al.A lightweight and cross-platform Web3D system for casting process based on virtual reality technology using WebGL[J].The International Journal of Advanced Manufacturing Technology, 2015(80-5/8). [CrossRef]
- Farooq M A, Roth R, Kirchain R.Lightweighting technologies: Analyzing strategic and economic implications of advanced manufacturing processes[J].International Journal of Production Economics, 2018, 206(DEC.):268-279. [CrossRef]
- Freitag L, Faauer C, Bulling F,et al.Novel Ceramic Materials and Technologies for Titanium Investment Casting[J].Interceram International Ceramic Review, 2022, 71(3):48-54. [CrossRef]
- Isobe K.Development Technology for Prevention of Macro-segregation in Casting of Steel Ingot by Insert Casting in Vacuum Atmosphere[J].ISIJ International, 2021(5). [CrossRef]
- Hashiba M, Harada A, Adachi N,et al.Near-Net-Shape Fabrication of Porous Alumina-Spinel Castings[J].Materials Transactions, 2006, 46(12):2647-2650. [CrossRef]
- Kang C G, Jung Y J, Youn S W.Horizontal reheating of aluminum alloys and semi-solid casting for a near net shape compressor component[J].Journal of Materials Processing Tech, 2003, 135(2-3):158-171. [CrossRef]
- H,Hao,and,et al.Twin-strand technology and microstructure analysis for the electromagnetic near net-shape casting of aluminum alloy[J].Journal of Materials Processing Technology, 2003. [CrossRef]
- Sun, C., Cao, Z. & Liu, G. Effect of refractory aggregate shape on the porosity of A356 alloy castings in lost foam casting. Inter Metalcast 18, 2499–2507 (2024). [CrossRef]
- Nesterov, N.V., Vorontsov, B.S. Production of Bronze-Steel Bimetallic Parts by Lost Foam Casting. Chem Petrol Eng 57, 588–594 (2021). [CrossRef]
- Hodgir, R., Mittal, Y.G., Kamble, P. et al. Comparative Study of Rapid Ice Investment Casting Vs Rapid Casting Processes of Aluminium Alloy. Int. J. Precis. Eng. Manuf. 24, 853–866 (2023). [CrossRef]
- Jiang, W., Li, G., Guan, F. et al. Preparation of Al2O3/AZ91D Mg Interpenetrating Composites Using Lost Foam Casting Combined with Layered Extrusion Forming. Met. Mater. Int. 28, 1047–1052 (2022). [CrossRef]
- Yang, SK., Chen, LH. & Chu, WL. Experiment for improving the manufacturing process of composite material made serpentine pipe parts using ceramic lost foam mold. Int J Adv Manuf Technol 125, 115–131 (2023). [CrossRef]
- Tutuk, I., Acar, S. & Guler, K.A. The Application of the Direct Water Cooling Process on the Lost-Foam Casting Technique to Improve Microstructural and Mechanical Properties of A356 Alloy. Inter Metalcast 17, 2324–2337 (2023). [CrossRef]
- Bieniewicz, K., Reich, M., Soraruf, N. et al. Improving Metal Flow in Lost Foam Casting Through Use of Low Thermal Degradation Hot Melt Adhesives. Inter Metalcast (2024). [CrossRef]
- Sands M, Shivkumar S.Influence of coating thickness and sand fineness on mold filling in the lost foam casting process[J].Journal of Materials Science, 2003, 38(4):667-673. [CrossRef]
- Sun, C., Cao, Z. Effects of the Wettability Between the Coating and the Liquid EPS on the Filling Process of Lost Foam Casting. Inter Metalcast 18, 1318–1328 (2024). [CrossRef]
- Ovcharenko, P.G., Kuz’minykh, E.V. & Lad’yanov, V.I. Interaction of a Nonstick Corundum Coating with Iron–Carbon Melts under Lost-Foam Casting Conditions. Russ. Metall. 2020, 115–120 (2020). [CrossRef]
- Guler K A, Kisasoz A, Karaaslan A.Effects of pattern coating and vacuum assistance on porosity of aluminium lost foam castings[J].Russian Journal of Non-Ferrous Metals, 2014, 55(5):424-428. [CrossRef]
- Prstic A, Acimovic-Pavlovic Z, Andric L,et al.Scientific paper zircon-based coating for the applications in Lost Foam casting process[J].Chemical Industry and Chemical Engineering Quarterly, 2012, 18(4):587-593. [CrossRef]
- Karimian M, Idris M H, Ourdjini A,et al.Effect of flask vibration time on casting integrity, Surface Penetration and Coating Inclusion in lost foam casting of Al-Si Alloy[J].European Journal of Pharmacology, 2011, 1315(1):633-638. [CrossRef]
- Pavlovi M, Nikolic J, Andric L,et al.Synthesis of the new lost foam refractory coatings based on talc[J].Journal of the Serbian Chemical Society, 2021. [CrossRef]
- Schunk, P.R., Scriven, L.E. (1997). Surfactant Effects in Coating Processes. In: Kistler, S.F., Schweizer, P.M. (eds) Liquid Film Coating. Springer, Dordrecht. [CrossRef]
- Kumar R, Rommel S, Jiang C,et al.Effect of CMAS viscosity on the infiltration depth in thermal barrier coatings of different microstructures[J].Surface & Coatings Technology, 2022:432. L,Cisneros-Zevallos, J. M,et al.Dependence of Coating Thickness on Viscosity of Coating Solution Applied to Fruits and Vegetables by Dipping Method[J].Journal of Food Science, 2003. [CrossRef]
- Sudduth, Richard D.A new approach to controlling the viscosity of a coating with a blend of particles with significantly different shapes[J].Pigment & Resin Technology, 2008, 37(6):362-374. [CrossRef]
- Radulovic A D.Influence of Mechanical Activation of a Cordierite -Based Filler on Sedimentation Stability of Lost Foam Refractory Coatings[J].Science of sintering, 2019, 51(1).
- Voller V, Houzeaux G, Codina R.Finite element modeling of the lost foam casting process tackling back-pressure effects[J].International Journal of Numerical Methods for Heat & Fluid Flow, 2006, 16(5):573-589. [CrossRef]
- Dos;Santos D, Vroomen U,A. Bührig-Polaczek.ADI Lost-Foam: Synergy of Process and Material[J].Advanced Engineering Materials, 2007, 9(4):259-264. [CrossRef]
- Ivanchenko, S.E. Generalized Method for Normalizing the Degree of Thixotropy/Rheopexy to Evaluate the Structure of Powder Suspensions. Powder Metall Met Ceram 62, 123–132 (2023). [CrossRef]
- Sidhu, B.S., Kumar, P. & Mishra, B. Effect of Slurry Composition on Plate Weight in Ceramic Shell Investment Casting. J. of Materi Eng and Perform 17, 489–498 (2008). [CrossRef]
Figure 1.
Mixing Process.

Figure 2.
Viscosity Measurement.

Figure 3.
Coating Surface Morphology Sample.

Figure 4.
Coating Weight Measurement.

Figure 5.
Viscosity of Coatings with Different Powder-to-Liquid Ratios.
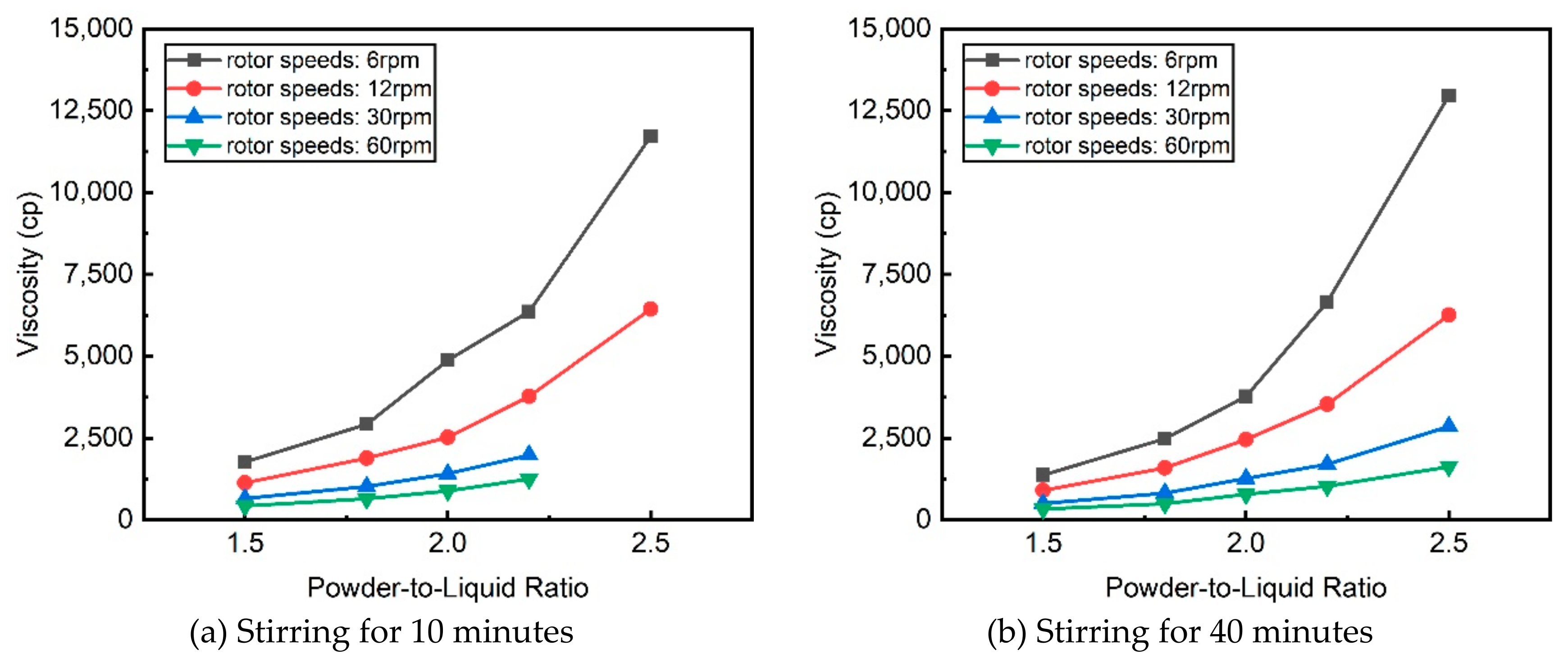

Figure 6.
Shear Stress of Coatings with Different Powder-to-Liquid Ratios.

Figure 7.
Shear thinning with Different Powder-to-Liquid Ratios.

Figure 8.
Effect of Powder-to-Liquid Ratio on Coating Weight.

Figure 9.
Comparison of Coating Morphology at Different Powder-to-Liquid Ratios.

Figure 10.
Microstructure of Coatings with Different Powder-to-Liquid Ratios.

Figure 11.
Macrostructure of Coatings with Different Powder-to-Liquid Ratios.

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.


Metallic Powder Flowability: A Comparison Between Testing Methods and The Effect of Particle Size Distribution
Marchetti Lorenzo
et al.
,
2021
Viscoelastic Water-Based Lubricants with Nopal Cactus Mucilage as Green Metalworking Fluids
Leonardo Israel Farfan-Cabrera
et al.
,
2024
Assessing the Effects of Refuse Derived Fuel (RDF) Incorporation on the Extrusion and Drying Behavior of Brick Mixtures
Ioannis Makrygiannis
et al.
,
2023



MDPI Initiatives
Important Links
© 2024 MDPI (Basel, Switzerland) unless otherwise stated